6 polecenia obróbkowe – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 131
HEIDENHAIN CNC PILOT 4290
119
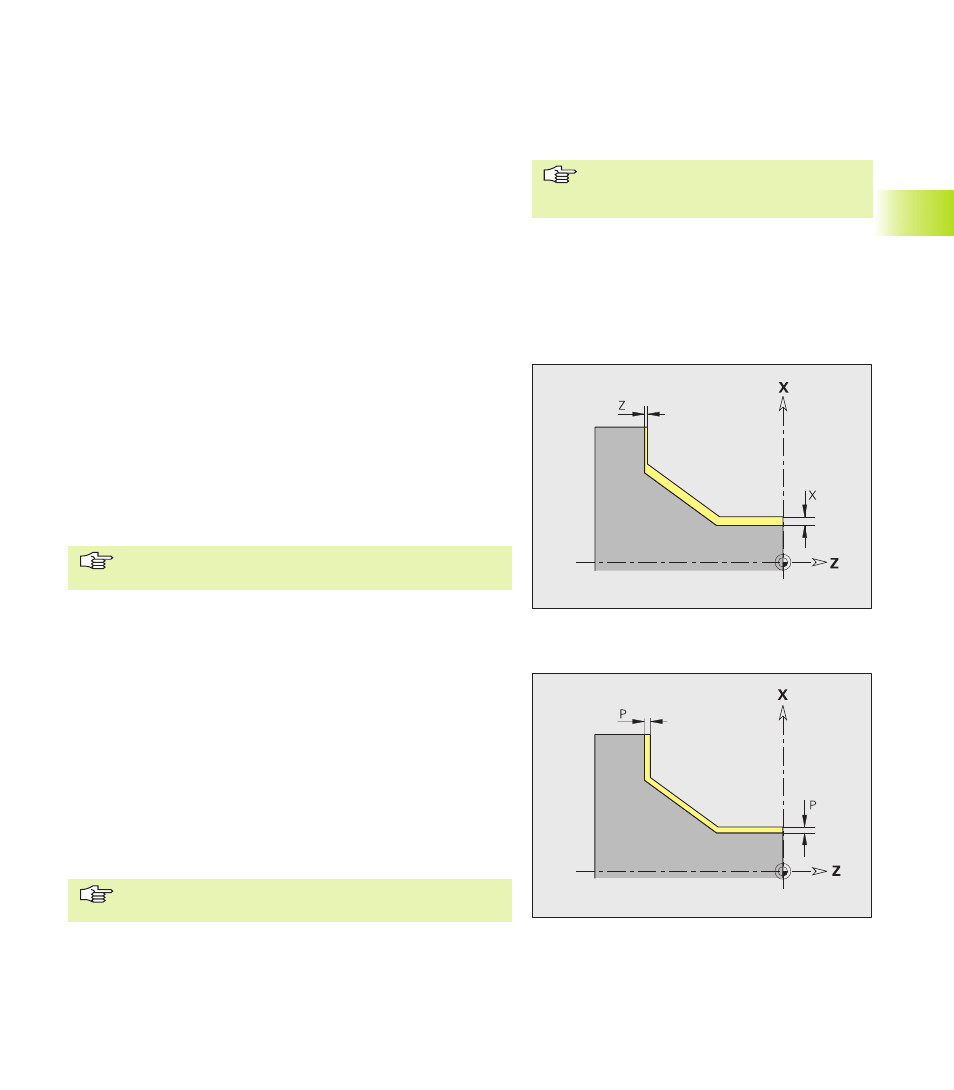
Naddatek równolegle do konturu (ekwidystanta)
G58
Ujemny naddatek jest przy G890 dozwolony. Prosz
zaprogramować G58 przed wywołaniem cyklu.
G58 działa przy nast puj cych cyklach – przy tym naddatki
zostaj po wykonaniu cyklu
■
usuni te: G810, G820, G830, G835, G860, G869, G890
■
nie usuni te: G83
Parametr
P:
Naddatek
Jeśli naddatek jest z G58 i w cyklu zaprogramowany, to
zostaje zastosowany naddatek cyklu.
G147 zast puje ustalony w parametrach
(parametr obróbki 2, ...) lub określony za
pomoc G47 odst p bezpieczeństwa.
Wył czyć naddatek G52
G52 spełnia t sam funkcj jak G50! – Prosz użyć G50.
Parametr
P:
Naddatek – nie zostaje wykorzystany
Odst p bezpieczeństwa G147
Odst p bezpieczeństwa dla cykli frezowania G840...G846 i cykli
wiercenia G71, G72, G74.
Parametr
I:
Odst p bezpieczeństwa płaszczyzny frezowania (tylko dla
obróbki frezowaniem)
K:
Odst p bezpieczeństwa w kierunku dosuwu (dosuwu na
gł bokość)
4.6 Polecenia obróbkowe
Naddatek równolegle do osi G57
G57 definiuje rozmaite naddatki w X i Z. G57 zostaje
zaprogramowane przed cyklem.
G57 działa przy nast puj cych cyklach – przy tym naddatki
zostaj po wykonaniu cyklu
■
usuni te: G810, G820, G830, G835, G860, G869, G890
■
nie usuni te: G81, G82, G83
Parametr
X, Z: Naddatek (X wymiar średnicy) – tylko dodatnie wartości
Jeśli naddatki s zaprogramowane z G57 i w cyklu, to
obowi zuj naddatki cyklu.