12 funkcje specjalne – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 174
4 DIN PLUS
162
4.12 Funkcje specjalne
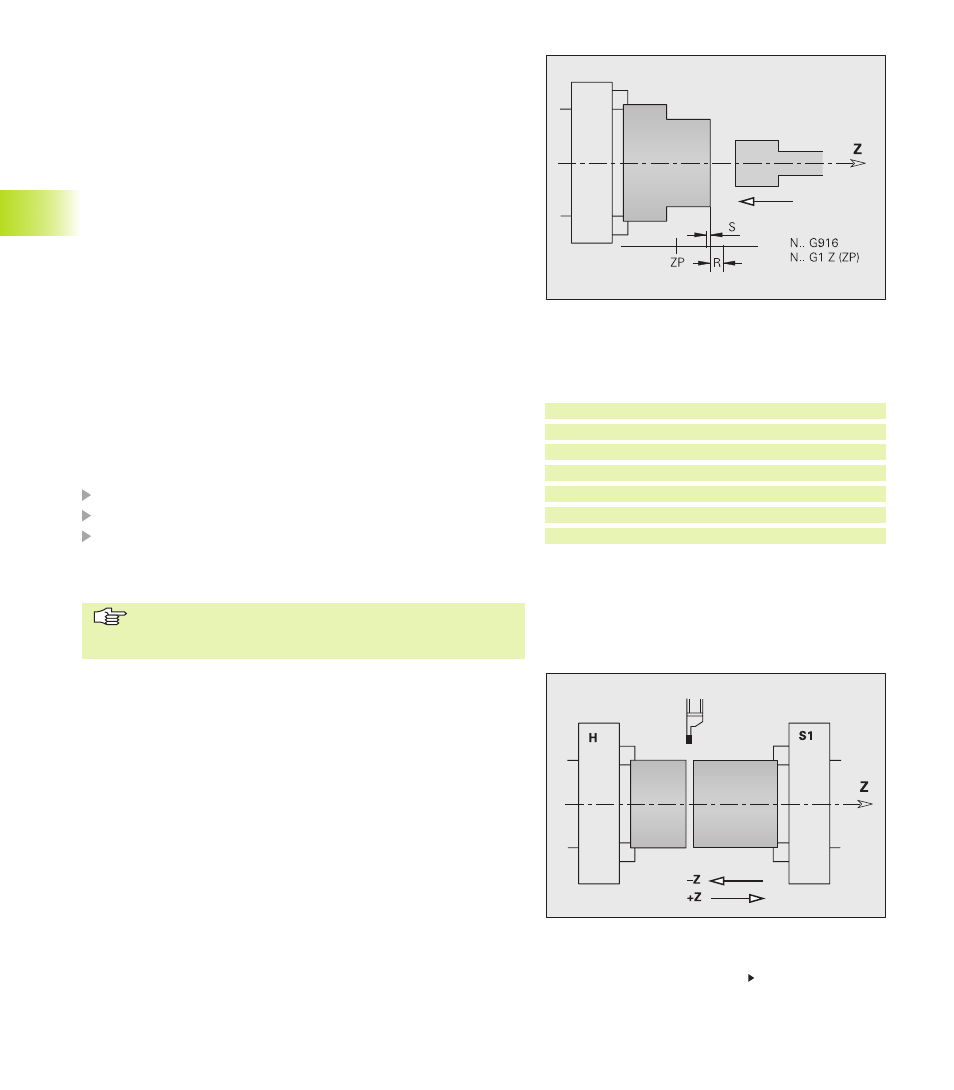
ZP:
Pozycja docelowa polecenia
przemieszczenia
S:
Granica bł du opóźnienia
R:
Odcinek rewersyjny
Przykład
. . .
N.. G94 F200
$2 N.. G0 Z20 [wypozycjonować wst pnie sanie 2]
$2 N.. G916 G1 Z 10 [aktywować nadzorowanie,
przejazd na zderzenie]
. . .
Przejazd na zderzenie G916
G916 wł cza ”nadzorowanie odcinka przemieszczenia”.
Przejeżdżamy potem z G1 na ”zderzenie”. CNC PILOT zatrzymuje
sanie, jak tylko zostanie osi gni ty ”bł d opóźnienia”, zapisuje
pozycj do pami ci i przemieszcza si dla zmniejszenia napi cia o
”odcinek rewersyjny” do tyłu.
Przykład zastosowania
Przej cie obrobionego wst pnie przedmiotu przy pomocy
drugiego, ruchomego wrzeciona, jeżeli pozycja obrabianego
przedmiotu nie jest dokładnie znana.
W parametrach maszynowych 1012, .. ;1112, 1162, .. określamy:
■
Granic bł du opóźnienia (aby rozpoznać zderzenie)
■
odcinek rewersyjny
CNC PILOT
■
wyznacza posuw na 100%
■
przejeżdża do zderzenia i zatrzymuje si , jak tylko zostanie
osi gni ty ”bł d opóźnienia” – pozostały odcinek
przemieszczenia zostaje wykasowany
■
zapisuje w pami ci “pozycj zderzenia“ w zmiennych
V901..V918
■
przejeżdża o ”odcinek rewersyjny” z powrotem
■
generuje ”stop interpretatora”
Wskazówki dotycz ce programowania:
Pozycjonować sanie w odpowiedniej odległości od ”zderzenia”
Zaprogramować G916 w G1 wierszu przemieszczenia
G1 .. zaprogramować w nast puj cy sposób:
■
pozycja docelowa leży za punktem zderzenia
■
tylko jedna oś zostaje przemieszczona
■
posuw minutowy musi być aktywny (G94)
Kontrola przecinania za pomoc nadzoru bł du
opóźnienia G917
Kontrola przecinania służy unikaniu kolizji przy nie do końca
wykonanych operacjach przecinania. G917 “nadzoruje“ odcinek
przemieszczenia.
Zastosowanie
■
Kontrola obcinania
przemieszczamy obci ty przedmiot w kierunku ”+Z”. Jeśli
nast pi bł d opóźnienia, to obrabiany przedmiot uważany jest
za nie przeci ty.
■
Sprawdzenie ”bezwyst powego obcinania”
przemieszczamy przeci ty przedmiot w kierunku ”–Z”. Jeśli
wyst pi bł d opóźnienia, to przedmiot uważany jest za
niepoprawnie przeci ty.
W parametrach maszynowych 1115, 1165, .. określamy:
■
Granice bł du opóźnienia
■
posuw ”nadzorowanego odcinka przemieszczenia”
Ci g dalszy na nast pnej stronie
Od wersji oprogramowania 368 650 08 można
wykorzystywać funkcj “przemieszczenie na zderzenie“
także dla osi C.