3 sterowanie przebiegiem programu, 5 t ryb automatyczny – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 55
HEIDENHAIN CNC PILOT 4290
43
3.5.3 Sterowanie przebiegiem
programu
Poziomy maskowania:
■
Wiersze NC, przed którymi wyst puje poziom
wyświetlania, nie zostaj wykonane przy
aktywnym poziomie wyświetlania.
■
Poziomy wyświetlania: 0..9
■
kilka poziomów maskowania: zapisać jako
”kolejność cyfr”
■
Wył czyć poziomy maskowania: ”pusty” zapis
przy ”poziom nr”
Obsługa:
Punkt menu "Przebieg – poziom maskowania”
wybrać
wprowadzić ”poziom nr”
Wyznaczenie ilości sztuk
■
Zakres zliczania: 0..9999
■
Liczba sztuk = 0: wytwarzanie bez ograniczenia
ilości sztuk – licznik zostaje zinkrementowany po
każdym przebiegu programu
■
Ilość sztuk > 0: CNC PILOT wytwarza podan
liczb sztuk – licznik zostaje zmniejszony po
każdym przebiegu programu
■
Zliczanie ilości sztuk pozostaje zachowane,
również jeśli tokarka zostanie w mi dzyczasie
wył czona.
■
Jeśli program NC zostaje aktywowany przy
pomocy ”Wybór programu”, to CNC PILOT
wyzerowuje licznik wytwarzanych sztuk.
■
Po osi gni ciu zadanej ilości sztuk nie można
uruchomić programu NC. Prosz wybrać
”Ponowne uruchomienie” aby powtórnie
wystartować program NC.
Obsługa:
Wybrać punkt menu ”Przebieg – liczba sztuk”
Wyznaczyć liczb sztuk
V zmienne
■
Okno dialogowe ”V zmienne” służy wskazaniu i
zapisowi zmiennych.
■
V zmienne zostaj zdefiniowane na pocz tku
programu NC. Znaczenie zostaje określone w
programie NC.
Obsługa:
Wybrać punkt menu ”Przebieg – V zmienne” –
CNC PILOT ukazuje zdefiniowane w programie
NC zmienne
Prosz nacisn ć ”Edycja”, jeśli chcemy
zmienić zmienne
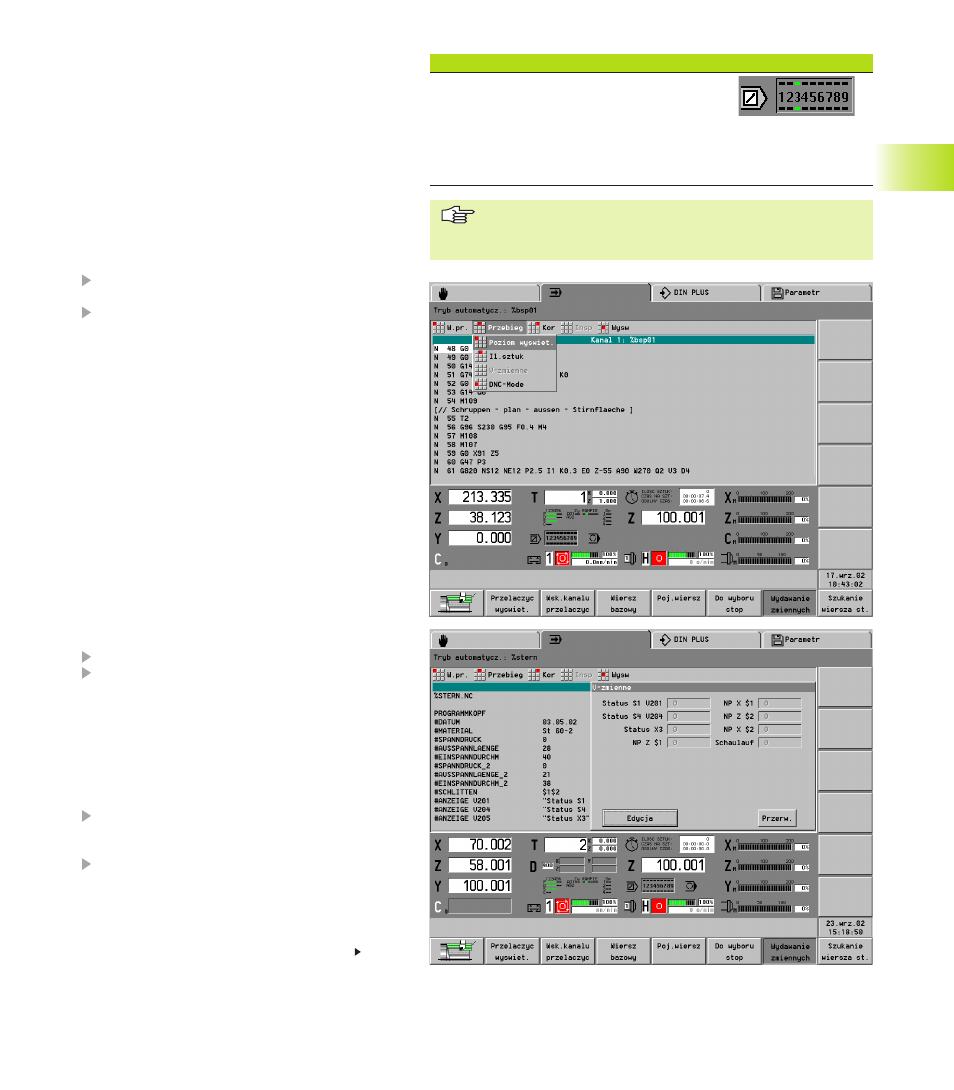
Status poziomy maskowania
Pole wyświetlania:
Zaznaczenia:
■
górny pasek: wprowadzone poziomy maskowania
■
dolny pasek: rozpoznane przez ”odpracowywanie wierszy”
poziomy maskowania (aktywne poziomy maskowania)
Jeśli wł czamy/wył czamy poziomy wyświetlania, CNC
PILOT reaguje po ok. 10 wierszach (powód: przebieg w
przód przy wykonaniu wierszy NC).
3.5 T
ryb automatyczny
Ci g dalszy na nast pnej stronie