1 baza danych narzdzi – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 398
8 Srodki produkcji
386
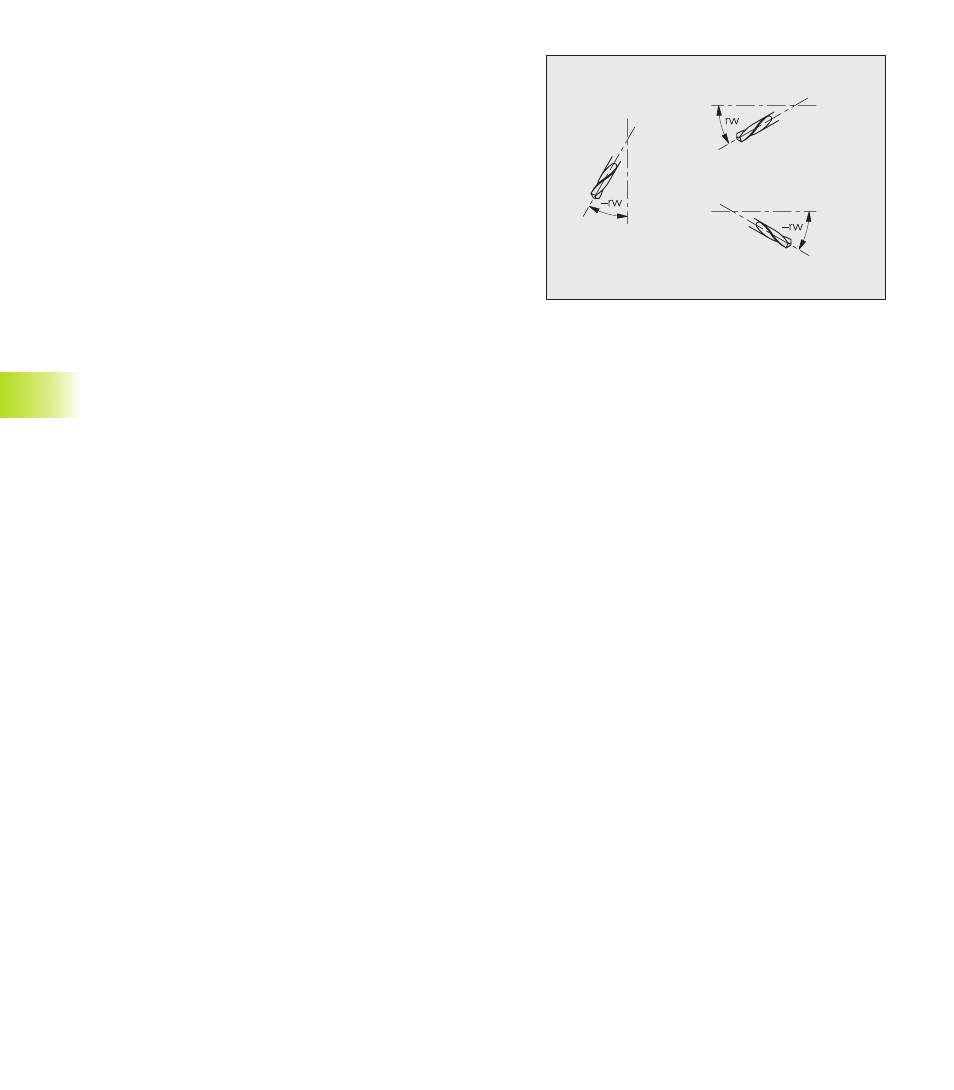
Wymiarowanie "k t położenia rw"
■
CSP korekcja: Pr dkość skrawania (w j.angielskim: cutting
speed)
FDR korekcja: posuw (w.j zyku angielskim: feed rate)
Deep korekcja: gł bokość skrawania (w j.angielskim:
deep=gł boki)
TURN PLUS mnoży ustalone w bazie danych technologicznych
wartości skrawania przez wartości korekcji.
■
Typ ustalenia – zostaje używany w przypadku tokarek z różnymi
uchwytami narz dzi. Narz dzie zostaje zastosowane, jeśli
posiada ten sam typ ustalenia, jak to zdefiniowano dla tego
miejsca ustalenia, ( patrz parametr maszynowy 511 ff....).
■
Wpływa na wybór narz dzia i uplasowanie narz dzia w TURN
PLUS.
■
Sprawdzić funkcje ”przygotowanie tabeli narz dzi”, czy
narz dzie może zostać używane na przewidzianej pozycji w
głowicy rewolwerowej.
■
K t położenia (rw) – w przypadku narz dzi wiertarskich i
frezarskich: definiuje odchylenie do kierunku głównego obróbki
w matematycznie pozytywnym sensie (–90° < rw < +90°).
TURN PLUS używa tylko narz dzi wiertarskich i frezarskich,
pracuj cych w kierunku osi głównej lub prostok tnie do osi
głównej
■
Liczba z bów: zostaje wykorzystany przy "posuwie na jeden
z b G93"
■
Długość wystawania (ax) przy narz dziach wiertarskich i
frezarskich:
■
osiowe narz dzia: ax = odst p punktu odniesienia narz dzia
do górnej kraw dzi uchwytu
■
radialne narz dzia: ax = odst p punkt odniesienia narz dzia
do dolnej kraw dzi uchwytu (także jeśli wiertło/frez
zamocowane s w uchwycie)
8.1 Baza danych narzdzi