7 cykle toczenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 135
HEIDENHAIN CNC PILOT 4290
123
4.7 Cykle toczenia
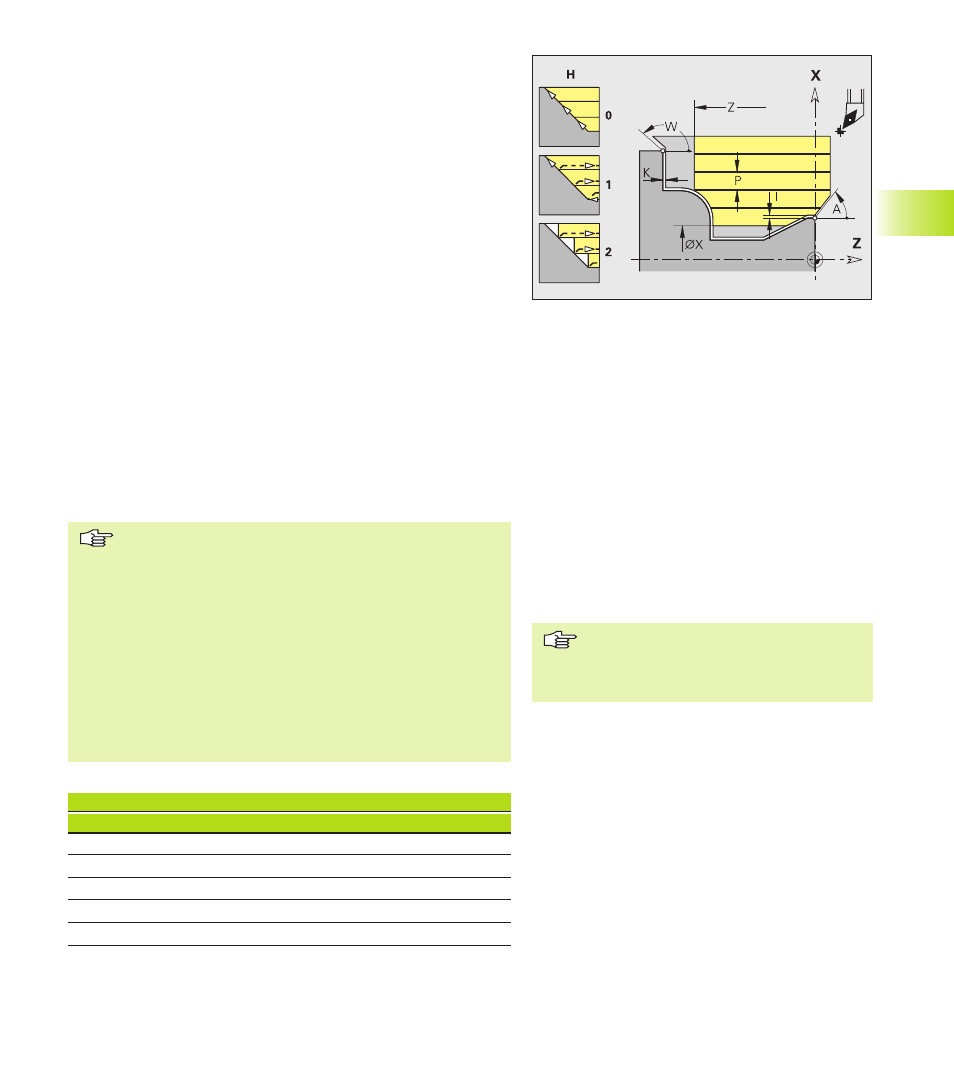
Prosz zwrócić uwag przy cyklach 4
osiowych na identyczne narz dzia (typ
narz dzia, promień ostrza, k t ostrza
itd.).
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
1
2
3
4
“
“: zamaskować elementy
A:
K t dosuwu (baza: oś Z) – default: 0°/180° (równolegle do
osi Z)
W:
K t odjazdu (baza: oś Z) – default: 90°/270° (prostok tnie do
osi Z)
Q:
Swobodne przemieszczenie przy końcu cyklu – default: 0
■
Q=0: powrót do punktu startu (najpierw kierunek X potem Z)
■
Q=1: pozycjonuje przed gotowym konturem
■
Q=2: wznosi si na bezpieczn wysokość i zatrzymuje
V:
Oznaczenie pocz tek/koniec – default: 0
Fazka/zaokr glenie zostaje obrabiane:
■
V=0: na pocz tku i na końcu
■
V=1: na pocz tku
■
V=2: na końcu
■
V=3: bez obróbki
■
V=4: fazka/zaokr glenie zsotaje obrabiane – nie element
podstawowy (warunek: fragment konturu z jednym
elementem)
D:
Zamaskować elementy (wpływa na obróbk podci ć,
podtoczeń i przeci ć: patrz tabela) – default: 0
B:
Wyprzedzenie suportu przy obróbce 4 osiowej
■
B=0: obydwa suporty pracuj na tej samej średnicy – z
podwójnym posuwem
■
B<>0: odst p do “prowadz cego“ suportu (wyprzedzenie).
Suporty pracuj z tym samym posuwem na różnych
średnicach.
■
B<0: suport z wyższym numerem prowadzi
■
B>0: suport z niższym numerem prowadzi
Ograniczenie skrawania: pozycja narz dzia przed
wywołaniem cyklu jest miarodajna dla wykonania
ograniczenia skrawania. CNC PILOT skrawa materiał ze
strony ograniczenia skrawania, z której znajduje si
narz dzie przed wywołaniem cyklu.
Korekcja promienia ostrza: zostaje przeprowadzona
G57 naddatek: “powi ksza“ kontur (także kontury
wewn trzne)
G58 naddatek:
■
>0: “powi ksza“ kontur
■
<0: nie zostaje obliczony
G57 /G58 naddatki zostaj wykasowane po
zakończeniu cyklu
Wykorzystanie jako cykl 4 osi
■
Jeśli praca odbywa si na tej samej ”średnicy”,
obydwa suporty startuj jednocześnie.
■
Jeśli praca odbywa si na ”różnych” średnicach,
dopiero startuje ”prowadzony suport”, jeśli
prowadz cy suport osi gn ł ”dobieg B”. Ta
synchronizacja nast puje przy każdym przejściu.
Każdy suport dosuwa o obliczon gł bokość
przejścia skrawania.
Przy nierównej liczbie przejść ”prowadz cy
suport” dokonuje ostatniego przejścia.
Przy ”stałej pr dkości przejścia skrawania”
pr dkość skrawania orientuje si według
prowadz cego suportu. Prowadz ce narz dzie
czeka z przemieszczeniem powrotu na nast pne
narz dzie.