6 atrybuty obróbki, 9 przyporzdkowanie atrybutów – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 281
HEIDENHAIN CNC PILOT 4290
269
Softkeys "wybór płaszczyzny"
Nast pna/poprzednia płaszczyzna
przy "figura w figurze"
Nast pna/poprzednia płaszczyzna
przy "figura w figurze"
Nast pna/poprzednia figura lub wzór
Nast pna/poprzednia figura lub wzór
6.9.6 Atrybuty obróbki
AAG analizuje atrybuty obróbki dla generowania planu pracy. IAG
przejmuje atrybuty obróbki jako parametry cyklu
Definiowanie atrybutów obróbki
Nastawić płaszczyzn obróbki (kontur toczenia, powierzchnia
czołowa lub boczna, etc.)
Wybrać typ atrybutu (podmenu w ”atrybuty obróbki”)
Wybrać element konturu (istniej ce atrybuty zostaj ukazane)
Atrybuty zapisać/zmienić
Softkeys
Jeśli w figurze znajduj si odwierty lub wzory ("figura w figurze"),
to TURN PLUS rozróżnia te "płaszczyzny". Prosz wybrać najpierw
płaszczyzn a potem ż dany kontur.
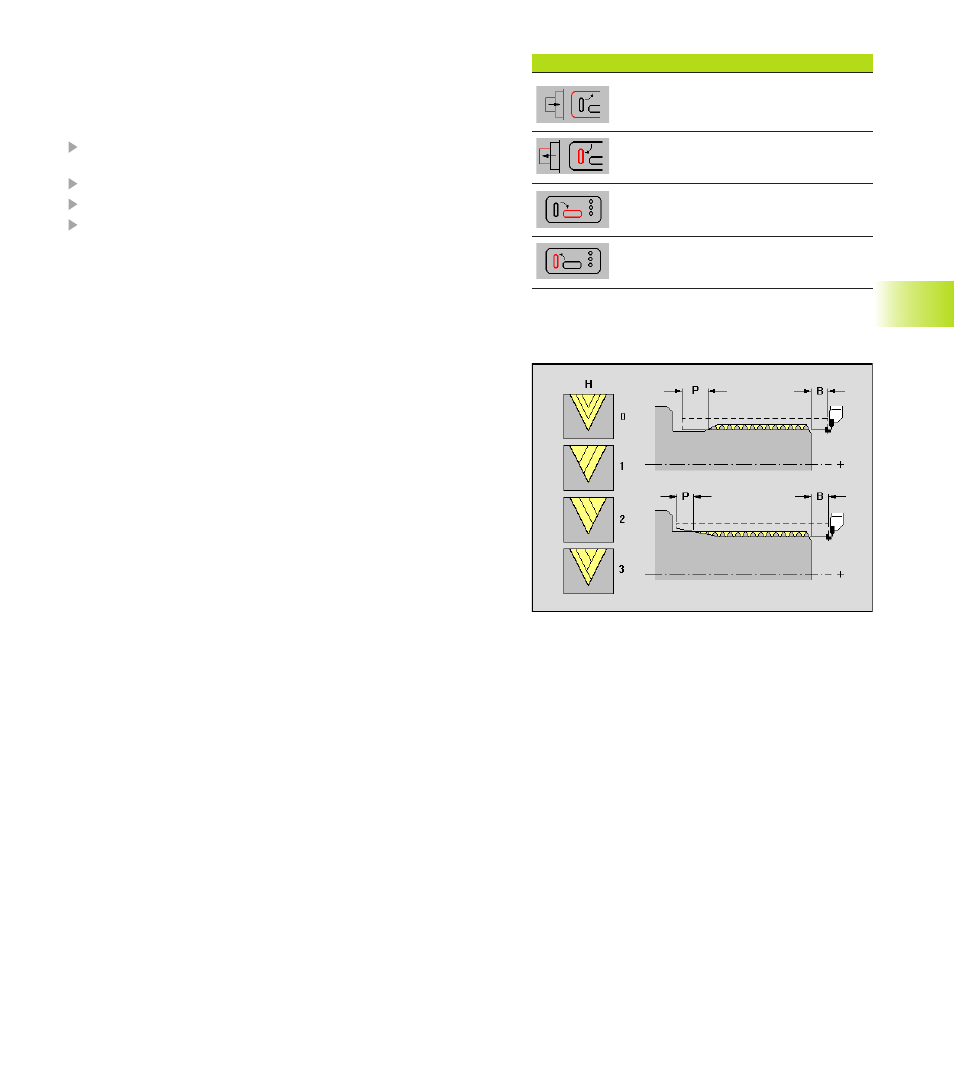
Atrybut obróbki wytaczanie gwintu
Parametr
B, P:
Długość dobiegu, długość wybiegu – brak wpisu: CNC PI
LOT ustala długość z leż cych obok podci ć lub przeci ć.
Jeżeli brak podci cia/przeci cia, to zostaje używana
"długość dobiegu gwintu, długość wybiegu gwintu” z
parametru obróbkowego 7 (patrz także " 4.8Cykle
gwintów").
C:
K t startu – jeśli pocz tek gwintu leży zdefiniowany do nie
osiowo symetryczynych elementów konturu
I:
maksymalny dosuw
V:
Rodzaj dosuwu
■
(V=0) stały przekrój: stały przekrój warstwy skrawanej
przy wszystkich przejściach
■
stały dosuw (V=1)
■
(pozostałe) podzielenie skrawania (V=2): jeżeli
pozostaje reszta z dzielenia gł bokość gwintu/dosuw, to
ta "reszta”obowi zuje dla pierwszego dosuwu. "Ostatnie
przejście” zostaje podzielone na 1/2 , 1/4 , 1/8 i 1/8
przejścia.
■
EPL metoda (V=3): dosuw zostaje obliczony ze skoku i
pr dkości obrotowej
H:
Rodzaj przesuni cia pojedyńczych dosuwów dla
wygładzenia boków zarysu gwintu
■
H=0: bez przesuni cia
■
H=1: przesuni cie od lewej
■
H=2: przesuni cie od prawej
■
H=3: Versatz abwechselnd rechts/links
Q:
Liczba pustych przejść – po ostatnim przejściu (dla
zredukowania nacisku skrawania w dnie gwintu)
6.9 Przyporzdkowanie atrybutów