6 polecenia obróbkowe, 1 przyporz dkowanie kontur – obróbka, 2 przemieszczenia narz dzia bez obróbki – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 122
4 DIN PLUS
110
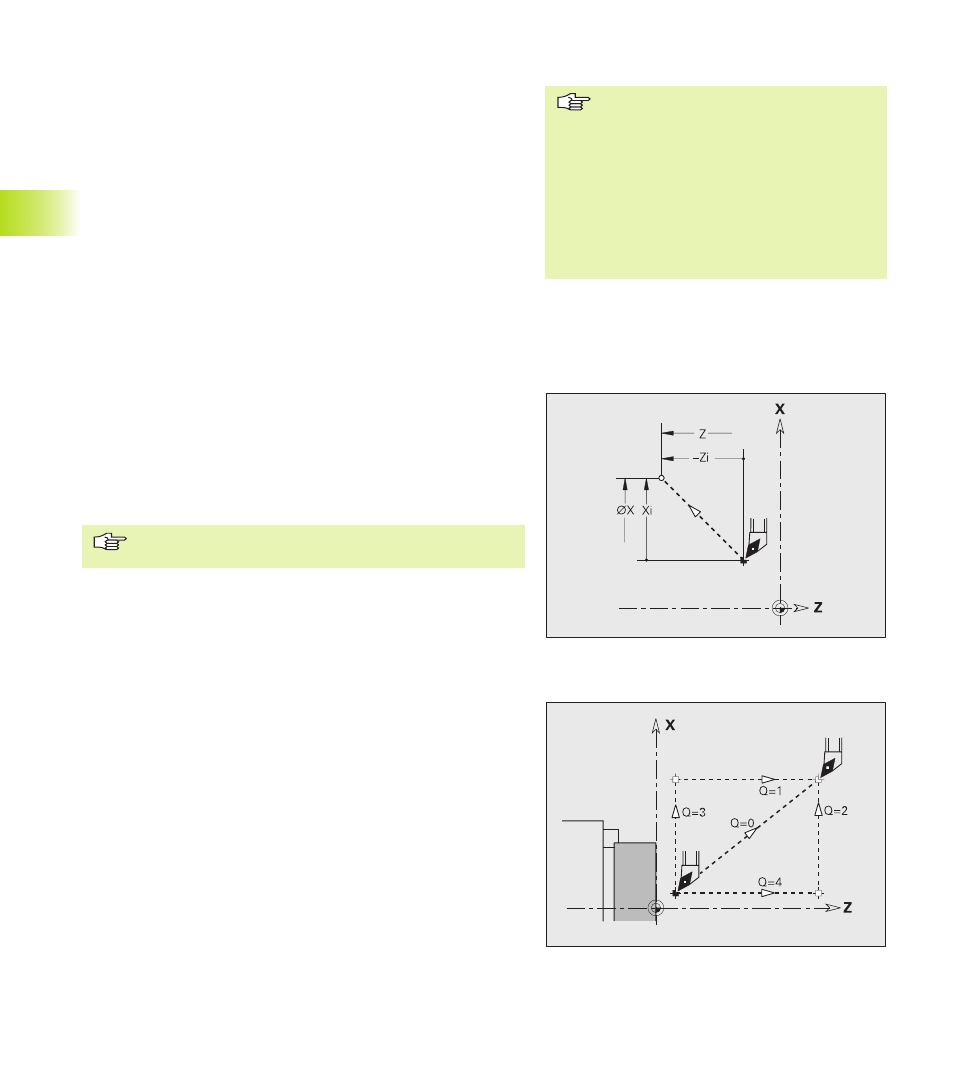
Najechać punkt zmiany narz dzia G14
Suport przemiszcza si na biegu szybkim do punktu zmiany
narz dzia. Współrz dne punktu zmiany ustalamy w trybie
nastawiania urz dzeń.
Parametr
Q:
Kolejność – default: 0
0: diagonalny odcinek przemieszczenia
1: najpierw kierunek X, potem kierunek Z
2: najpierw kierunek Z, potem kierunek X
3: tylko kierunek X
4: tylko kierunek Z
Z osi Y: patrz podr cznik obsługi "CNC PILOT 4290 z osi Y”
4.6 Polecenia obróbkowe
4.6.2
Przemieszczenia narz dzia bez obróbki
Bieg szybki G0
Narz dzie przemieszcza si na biegu szybkim po najkrótszym
odcinku do ”punktu docelowego”.
Parametr
X, Z: Srednica, długość punkt końcowy ( X wymiar średnicy)
Programowanie X, Z: absolutnie, inkrementalnie, lub
samozachowawczo
Z osi Y: patrz podr cznik obsługi "CNC PILOT 4290 z osi Y”"
4.6 Polecenia obróbkowe
4.6.1
Przyporz dkowanie kontur – obróbka
Grupa obrabianych przedmiotów G99
Jeśli w programie NC znajduje si kilka zdefiniowanych opisów
konturu (przedmiotów), to przy pomocy G99 przyporz dkowujemy
kontur Q do nast pnej obróbki. Oznaczenie sań przed wierszem
NC definiuje sanie, obrabiaj ce ten kontur. Jeśli G99 nie została
jeszcze zaprogramowana (na przykład przy starcie programu), to
wszystkie sanie pracuj na "konturze 1".
Parametr
Q:
Numer obrabianego przedmiotu – zostaje określony w
KONTURZE
D:
Numer wrzeciona – wrzeciono, trzymaj ce obrabiany
przedmiot
X, Z: Przesuni cie punktu zerowego (baza: punkt zerowy
maszyny)
■
Symulacja
– pozycjonuje obrabiany przedmiot na
podstawie "przesuni cia X, Z"
– ustala i pozycjonuje mocowadła na
podstawie "numeru wrzeciona D" (G99
nie zast puje G65)
■
Prosz zaprogramować ponownie
G99, jeśli obrabiany przedmiot zostaje
przekazany na inne wrzeciono i/lub
pozycja w przestrzeni roboczej
przesuwa si .