8 rodzaj obróbki gwint (g31), 12 interakcyjne gener owanie planu pracy (iag) – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 318
6 TURN PLUS
306
6.12.8
Rodzaj obróbki gwint (G31)
Parametr
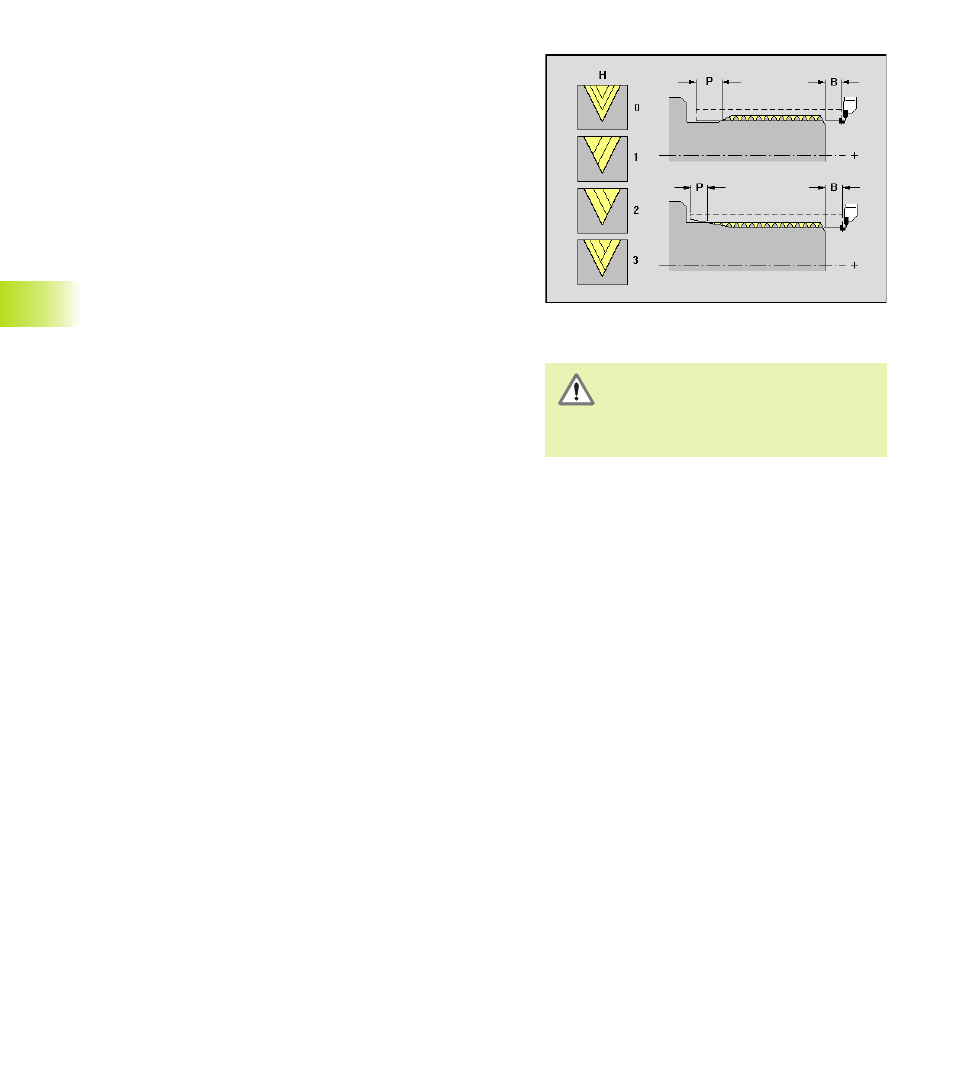
B, P:
Długość dobiegu, długość wybiegu – brak wpisu: CNC PI
LOT ustala długość z leż cych obok podci ć lub przeci ć.
Jeżeli brak podci cia/przeci cia, to zostaje używana
"długość dobiegu gwintu, długość wybiegu gwintu” z
parametru obróbkowego 7 (patrz także " 4.8Cykle
gwintów").
C:
K t startu – jeśli pocz tek gwintu leży zdefiniowany do nie
osiowo symetryczynych elementów konturu
I:
maksymalny dosuw
V:
Rodzaj dosuwu
■
stały przekrój (V=0): stały przekrój warstwy skrawanej
przy wszystkich przejściach
■
stały dosuw (V=1)
■
(pozostałe) podzielenie skrawania (V=2): jeżeli
pozostaje reszta z dzielenia gł bokość gwintu/dosuw, to
ta "reszta”obowi zuje dla pierwszego dosuwu. "Ostatnie
przejście” zostaje podzielone na 1/2 , 1/4 , 1/8 i 1/8
przejścia.
■
EPL metoda (V=3): dosuw zostaje obliczony ze skoku i
pr dkości obrotowej
H:
Rodzaj przesuni cia pojedyńczych dosuwów dla
wygładzenia boków zarysu gwintu
■
H=0: bez przesuni cia
■
H=1: przesuni cie od lewej
■
H=2: przesuni cie od prawej
■
H=3: Versatz abwechselnd rechts/links
Q:
Liczba pustych przejść – po ostatnim przejściu (dla
zredukowania nacisku skrawania w dnie gwintu)
6.12 Interakcyjne gener
owanie planu pracy (IAG)
Uwaga niebezpieczeństwo kolizji!
Przy zbyt dużej ”długości wybiegu P”
może zaistnieć niebezpieczeństwo
kolizji. Operator sprawdza długość
wybiegu w symulacji.