9 cykle wier cenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 156
4 DIN PLUS
144
4.9 Cykle wier
cenia
Rozwiercanie, pogł bianie G72
Zastosowanie G72: rozwiercanie, pogł bianie, rozwiercanie
dokładne otworu, nawiercanie NC lub nakiełkowanie dla
osiowych/radialnych odwiertów ze stałymi lub nap dzanymi
narz dziami.
G72 zostaje używany dla odwiertów z opisem konturu (pojedyńczy
odwiert lub wzór odwiertów) fragmentów programu:
■
CZOŁO
■
STRONA TYLNA
■
OSŁONA
Parametr
NS: Numer wiersza kontur wiercenia (G49 , G300 oder G310
Geo)
E:
Przerwa czasowa (dla wyjścia z materiału na końcu
odwiertu) – default: 0
D:
Pr dkość powrotu – default: 0
■
D=0: bieg szybki
■
D=1: posuw
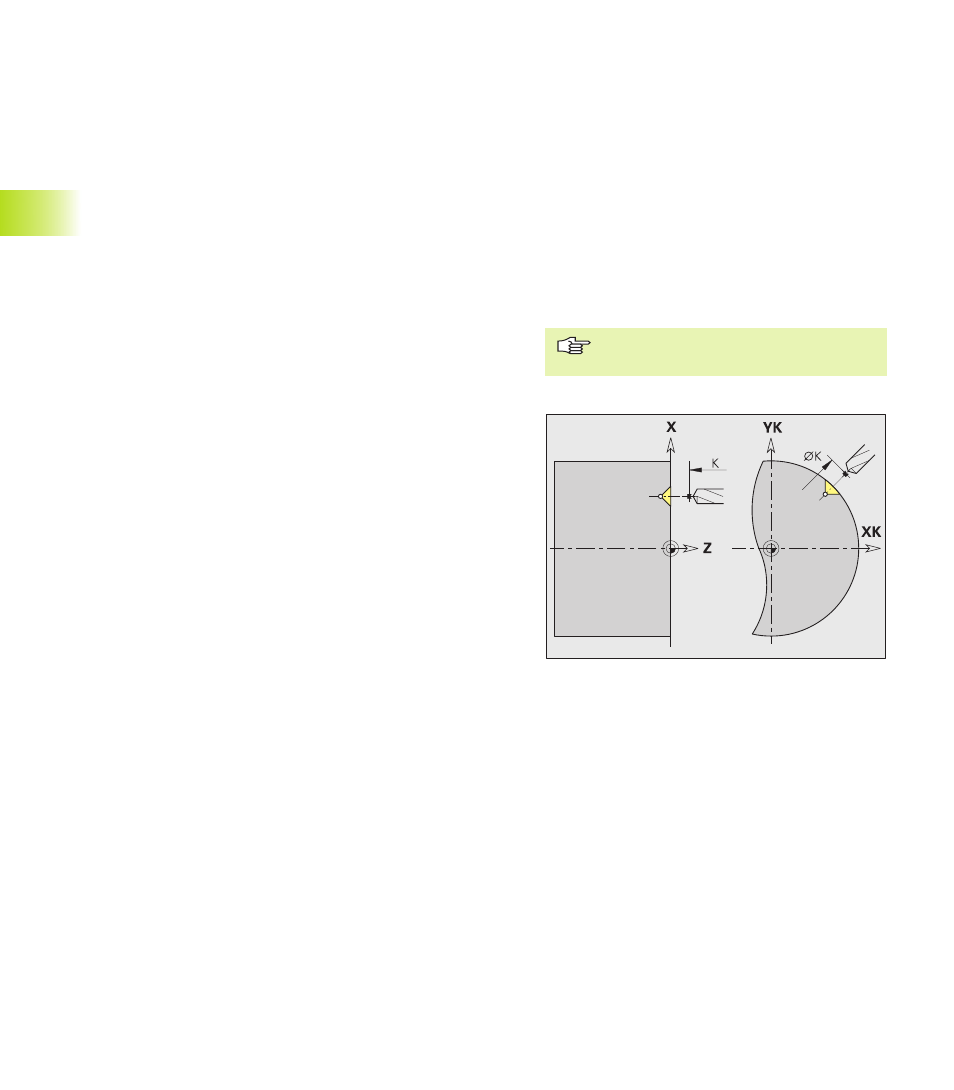
K:
Płaszczyzna powrotu (radialne odwierty, odwierty YZ
płaszczyzna: wymiar średnicy) – default: do pozycji startu
lub na bezpieczn wysokość
Przebieg cyklu
1 najeżdża w zależności od ”K” na biegu szybkim
”punkt startu”:
■
K nie zaprogramowany: przemieszcza aż na
odst p bezpieczeństwa
■
K zaprogramowany: przemieszcza na pozycj
”K” i dalej na odst p bezpieczeństwa
2 nawierca ze zredukowanym posuwem (50%)
3 przemieszcza z posuwem do końca odwiertu
4 powrót – na biegu szybkim/posuw zależny od "D"
5 Pozycja powrotu jest zależna od ”K”:
■
K nie zaprogramowany: powrót do ”punktu
startu”
■
K zaprogramowany: powrót na pozycj ”K”
Wzór odwiertów: "NS” wskazuje na
kontur odwiertu (nie na definicj wzoru).