12 interakcyjne gener owanie planu pracy (iag) – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 307
HEIDENHAIN CNC PILOT 4290
295
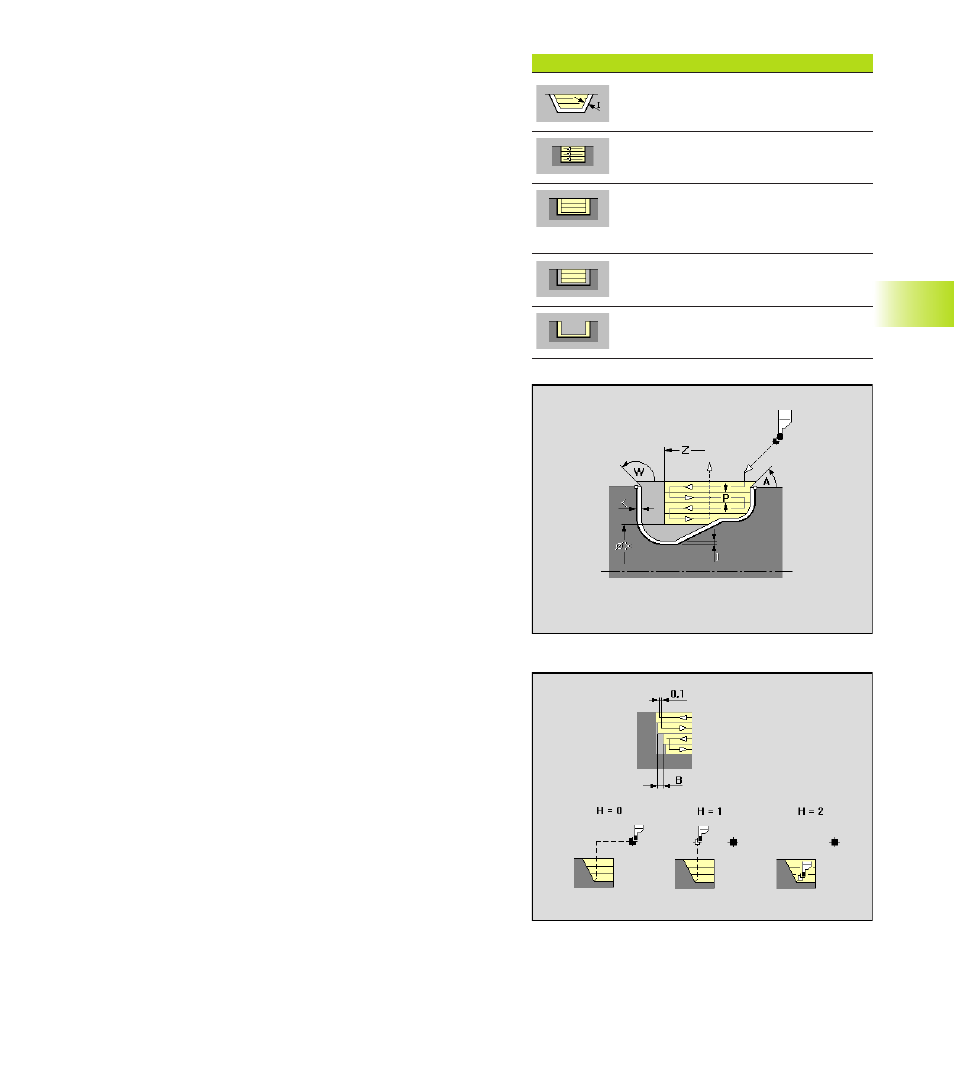
Toczenie poprzeczne (G869)
CNC PILOT skrawa materiał z naprzemiennymi ruchami nacinania
i obróbki zgrubnej.
Parametr
P:
maksymalna gł bokość skrawania
R:
korekcja gł bokości – w zależności od materiału,
pr dkości posuwowej etc ostrze "przekrzywia si " przy
obróbce toczeniem. Ten bł d dosuwu korygujemy przy
pomocy ”korekcji gł bokości toczenia R”. Korekcja ta
zostaje z reguły ustalona empirycznie.
B:
szerokość przesuni cia – Od drugiego dosuwu przy
przejściu od toczenia do toczenia poprzecznego skrawany
odcinek zostaje zredukowany o "szerokość przesuni cia
B". Przy każdym kolejnym przejściu od toczenia do
toczenia poprzecznego (przecinania) nast puje w tym
miejscu zredukowanie o ”B” dodatkowo
dotychczasowego przesuni cia. Pozostały materiał
zostaje usuwany na końcu podcinania wst pnego za
pomoc suwu podcinania.
A, W:
K t dosuwu, k t odsuwu – baza: oś Z – default: w kierunku
przeciwnym do kierunku przecinania
X, Z:
Ograniczenie skrawania
Rodzaj naddatku nastawić: poprzez softkey
I, K:
różne naddatki wzdłuż/plan
I:
stały naddatek – generuje "naddatek G58" przed cyklem
S:
(Jednokierunkowo/) dwukierunkowo – nastawienie
poprzez softkey
wst pne toczenie poprzeczne nast puje:
■
tak (S=0): dwukierunkowo
■
nie (S=1): jednokierunkowo w kierunku określonym przy
selekcjonowaniu obszaru obróbki
O:
Posuw podcinania – default: aktywny posuw
E:
Posuw obróbki wykańczaj cej – default: aktywny posuw
H:
Swobodne przemieszczenie przy końcu cyklu
■
H=0: powrót do punktu startu (osiowe podci cie:
najpierw kierunek Z potem X; radialne podci cie: najpierw
kierunej X potem Z)
■
H=1: pozycjonuje przed gotowym konturem
■
H=2: wznosi si na bezpieczn wysokość i zatrzymuje
Przebieg: Nastawienie poprzez softkey
■
Wst pne przecinanie i obróbka wykańczaj ca jednym
chodem roboczym
■
tylko wst pne przecinanie
■
tylko obróbka wykańczaj ca
Softkeys "toczenie poprzeczne"
Nastawić naddatek wzdłużny/
planowy lub stały naddatek
Jednokierunkowo/dwukierunkowo
Wst pne toczenie poprzecznej i
obróbka wykańczaj ca
Wst pne toczenie poprzeczne
Obróbka wykańczaj ca
6.12 Interakcyjne gener
owanie planu pracy (IAG)