1 wł czenie, wył czenie, przejazd referencyjny, 1 wł czenie i przejazd referencyjny, 1 włczenie, wyłczenie, przejazd r efer encyjny – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 34
3 Obsługa r czna i tryb automatyczny
22
3.1 Włczenie, wyłczenie, przejazd r
efer
encyjny
■
Kolejność, w jakiej osie dokonuj przejazdu
referencyjnego, jest określona w parametrach
maszynowych 203, 253, .. .
■
Opuszczenie okna dialogowego ”Referencja
automatycznie”: nacisn ć cykl stop
Wył czniki końcowe oprogramowania funkcjonuj
dopiero po przemieszczeniu referencyjnym.
3.1 Wł czenie, wył czenie,
przejazd referencyjny
3.1.1 Wł czenie i przejazd
referencyjny
CNC PILOT ukazuje w paginie górnej pojedyńczej
kroki uruchamiania systemu. Nast pnie CNC PI
LOT ż da od operatora wybrania trybu pracy.
Czy przejazd referencyjny jest konieczny, zależy od
zastosowanego na maszynie przyrz du pomiarowego:
■
EnDat przetwornik: przejazd referencyjny nie jest
konieczny
■
Przetworniki z zakodowanymi odst pami:
pozycj osi można ustalić po krótkim przejeździe
referencyjnym
■
Przetwornik standardowy: osie przemieszczaj
si na znane, stałe punkty maszynowe
Przy ”Referencja automatycznie” wszystkie osie
przemieszczaj si automatycznie, przy ”referencja
klawiszem” przejazd referencyjny jednej osi.
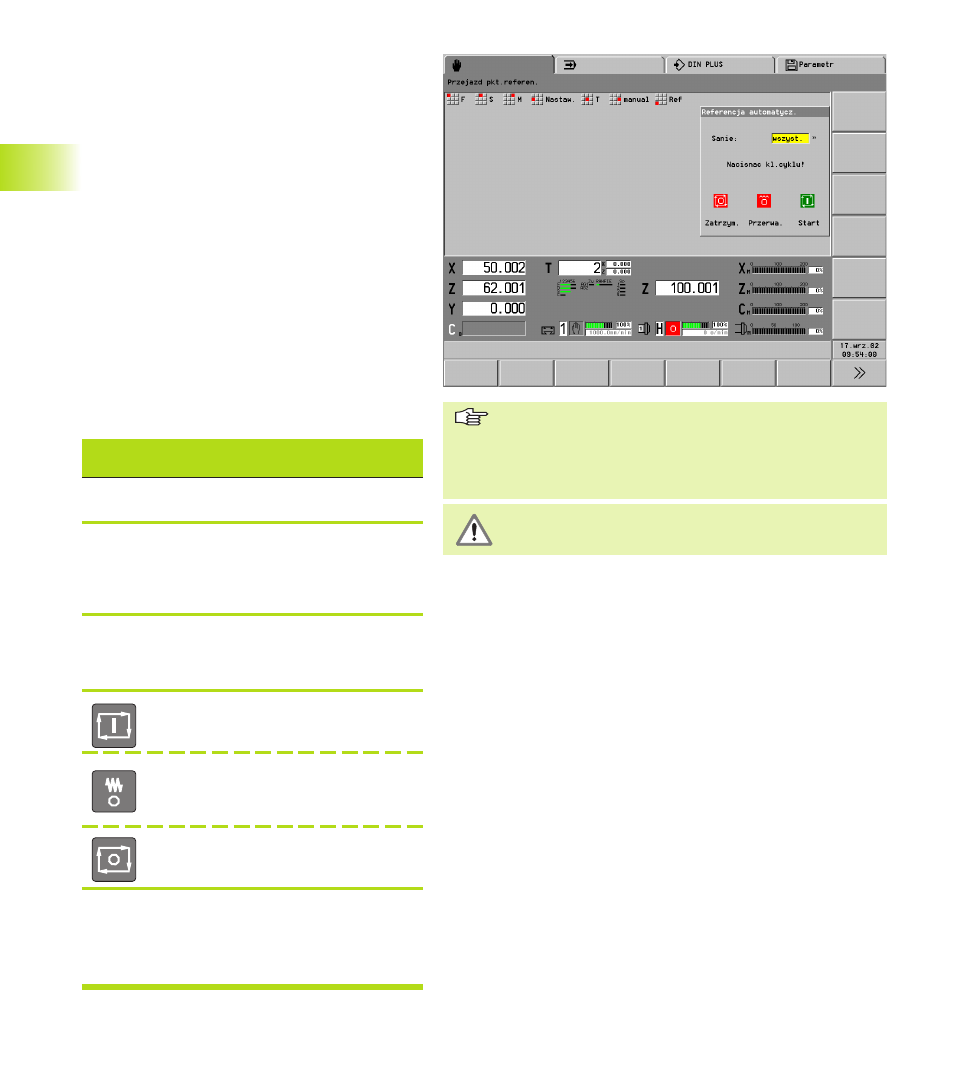
Automatyczny przejazd referencyjny
(wszystkie osie)
"Ref – Referencja automatycznie” wybrać
<
”Status przejazdu punktu referencyjnego”
informuje operatora o aktualnym statusie. Osie,
które nie dokonały przejazdu referencyjnego,
zostaj odznaczone na szaro.
<
Sanie, które maj dokonać przejazdu
referencyjnego lub ”wszystkie sanie” nastawić
(okno dialogowe ”Referencja automatycznie”)
<
Przejazd referencyjny zostaje
przeprowadzony
Przerywa przejazd referencyjny –
cykl start kontynuje przejazd
referencyjny
Przerywa przejazd referencyjny
<
Po zakończeniu przejazdu punktów
referencyjnych:
■
wyświetlacz położenia zostaje aktywowany
■
można wybrać tryb pracy automatycznej
Nadzorowanie EnDat przetwornika
Jeśli maszyna wyposażona jest w przetwornik EnDat, to
sterowanie zapami tuje położenia osi przy wył czeniu obrabiarki.
Przy wł czeniu obrabiarki CNC PILOT porównuje dla każdej osi
położenie przy wł czeniu z zachowanym w pami ci położeniem
przy wył czeniu.
W przypadku ró¿nic wystêpuj¹ nastêpuj¹ce komunikaty:
■
„Oś została przemieszczona po wył czeniu maszyny.“
Prosz sprawdzić i potwierdzić aktualn pozycj , jeśli oś została
rzeczywiście przemieszczona.
■
„Zapami tana pozycja czujnika osi jest nieważna.“
Ten meldunek jest poprawny,jeżeli sterowanie zostało wł czone
po raz pierwszy, czujnik lub inne zwi zane z układem
komponenty sterowania zostały wymienione.
■
„Parametry zostały zmienione. Zapami tana pozycja czujnika
osi jest nieważna.“
Ten meldunek jest poprawny, jeśli parametry konfiguracji zostały
zmienione.
Przyczyn pojawiania si wyżej wymienionych komunikatów może
być defekt w czujniku lub w sterowaniu. Prosz nawi zać kontakt
z producentem maszyn, jeśli ten problem pojawi si wielokrotnie.