8 narz dzia, korekcje, 6 polecenia obróbkowe – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 132
4 DIN PLUS
120
4.6.8
Narz dzia, korekcje
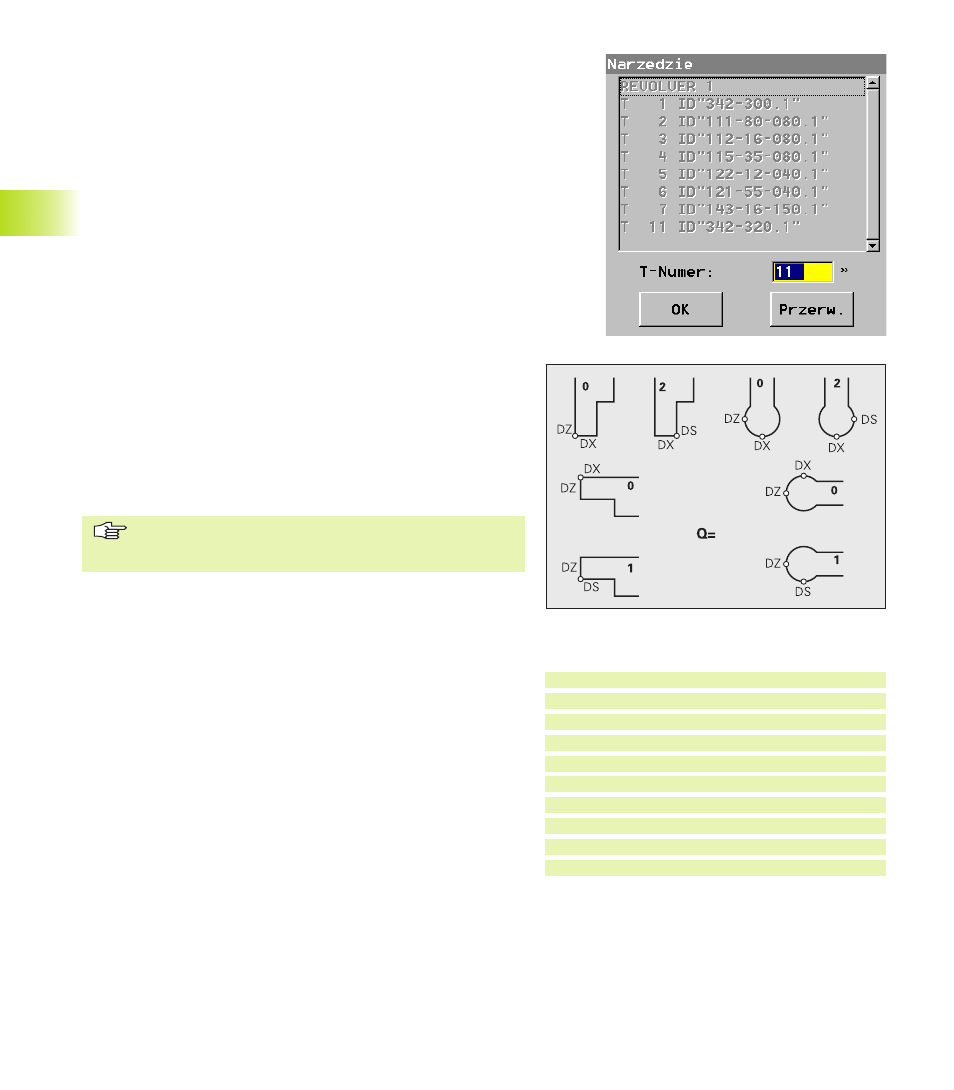
Zmiana narz dzia – T
CNC PILOT ukazuje w rozdziale GŁOWICA REWOLWEROWA/
REWOLWER zdefiniowane obłożenie narz dziowe. Można wpisać
numer T bezpośrednio lub wybrać z listy narz dzi (przeł czyć przy
pomocy Softkey DALEJ). Patrz także "4.2.4 Programowanie
narz dzi".
(Zmiana ) korekcji ostrza G148
"O" definiuje przewidziane do obliczenia korekcje zużycia. Przy
starcie programu i po poleceniu T, DX i DZ s aktywne.
Parametr
O:
Wybór – default: 0
■
O=0: DX, DZ aktywne – DS nieaktywne
■
O=1: DS, DZ aktywne – DX nieaktywne
■
O=2: DX, DS aktywne– DZ nieaktywne
Cykle toczenia poprzecznego G860, G866, G869
uwzgl dniaj automatycznie ”właściw ” korekcj
zużycia.
Addytywna korekcja G149
CNC PILOT zarz dza 16 niezależnymi od narz dzia wartościami
korekcji. G149 a po nim "D numer" aktywuje korekcj – "G149
D900" wył cza korekcj .
Parametr
D:
Addytywna korekcja – default: D900; zakres: 900..916
Wskazówki dotycz ce programowania
■
Korekcja musi zostać ”uruchomiona”, zanim zacznie ona
działać. Dlatego należy G149 zaprogramować jeden wiersz
przed odcinkiem przemieszczenia, w którym korekcja ma
zadziałać.
■
Addytywna korekcja pozostaje skuteczna do:
■
do nast pnego ”G149 D900”
■
do nast pnej zmiany narz dzia
■
do końca programu
4.6 Polecenia obróbkowe
Przykład
. . .
N.. G1 Z–25
N.. G149 D901
[aktywowanie korekcji]
N.. G1 X50
[korekcj "wyjechać":
pozycja X50 + korekcja]
N.. G1 Z–50
[element konturu jest z
korekcj wytworzony]
N.. G149 D900
[korekcj deaktywować]
. . .