3 r czna obróbka toczeniem, 4 kółko obrotowe, 2 t ryb pracy obsługa rczna – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 38
3 Obsługa r czna i tryb automatyczny
26
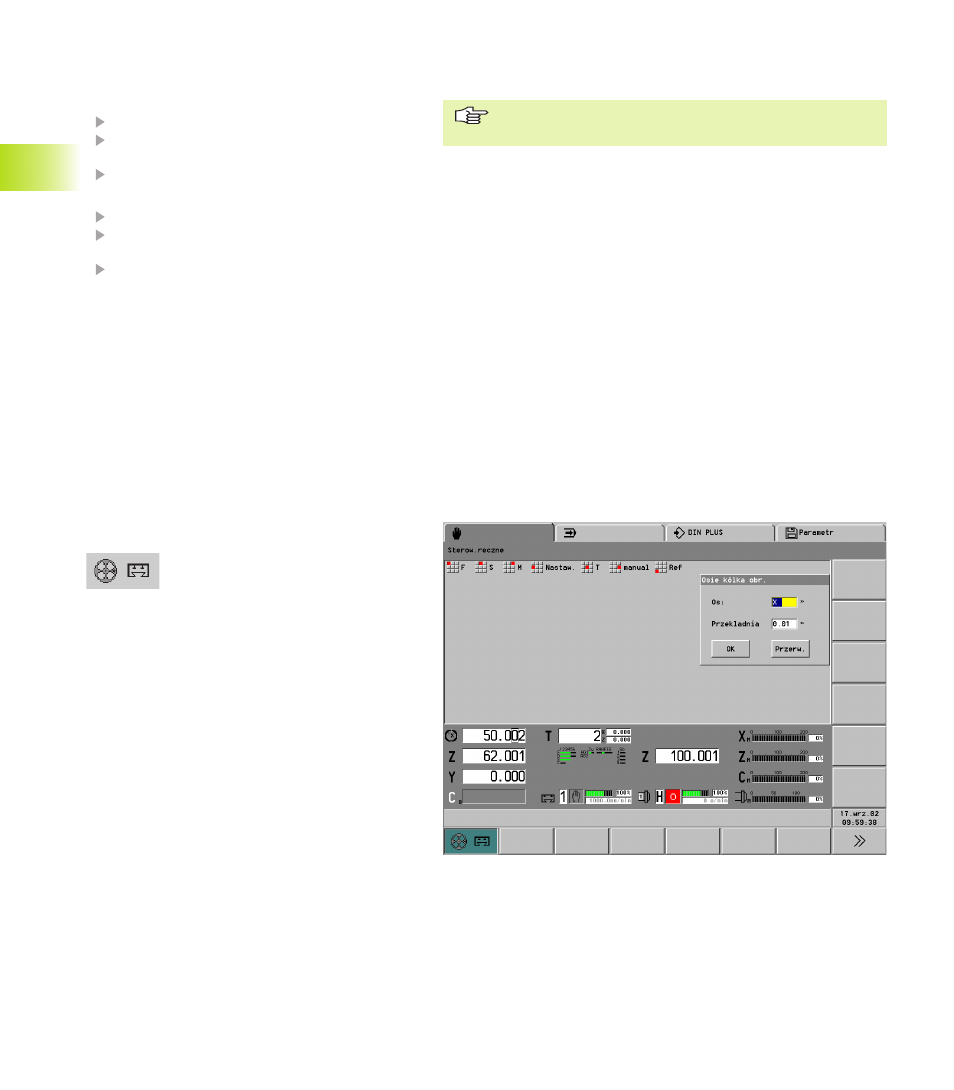
3.2.4 Kółko obrotowe
Prosz przyporz dkować kółko
obrotowe jednej z osi głównych lub
osi C oraz wprowadzić posuw i/lub
k t obrotu poprzez inkrement kółka
obrotowego (okno dialogowe ”Kółko
obrotowe osie”).
Operator widzi wówczas przyporz dkowanie kółka i
przekładni kółka w wyświetlaczu maszynowym
(litera osi i miejsca po przecinku przekładni kółka
s zaznaczone).
Anulowanie przyporz dkowania kółka obrotowego:
softkey ”kółko obrotowe” nacisn ć przy otwartym
oknie dialogowym.
Przyporz dkowanie kółka obrotowego zostaje
anulowane poprzez nast puj ce sytuacje:
■
przeł czenie sań
■
zmian trybu pracy
■
naciśni cie klawisza kierunkowego
■
powtórny wybór przyporz dkowania kółka
3.2 T
ryb pracy Obsługa rczna
Przy ”Posuw stały” musi być zdefiniowany posuw
obrotowy.
3.2.3 R czna obróbka toczeniem
Grupa menu ”r cznie”:
n
proste toczenie wzdłużne i planowe
wybrać ”posuw stały”
wybrać kierunek posuwu (okno dialogowe
”posuw stały”)
sterowanie posuwu przy pomocy klawiszy cyklu
n
Funkcje G
wybrać ”funkcj G”
zapisać numer G i parametry funkcji – z "OK"
potwierdzić
funkcja G zostaje wykonana
Dozwolone s nast puj ce funkcje G:
■
G30 – obróbka strony tylnej
■
G710 – dodawanie wymiarów narz dzi
■
G720 – synchronizacja wrzeciona
■
G602..G699 – funkcje PLC
n
Manual NC programy
W zależności od konfiguracji tokarki producent
maszyn zapisuje programy NC, uzupełniaj ce
prac przy obsłudze r cznej (przykład:
wł czenie obróbki strony tylnej). – Patrz
podr cznik obsługi maszyny.