3 proste przemieszczenia liniowe i kołowe, 6 polecenia obróbkowe – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 123
HEIDENHAIN CNC PILOT 4290
111
Bieg szybki we współrz dnych maszynowych
G701
Sanie przemieszczaj si na biegu szybkim po najkrótszym
odcinku do ”punktu docelowego”.
Parametr
X, Z: Punkt końcowy (wymiar średnicy X)
Z osi Y: patrz podr cznik obsługi "CNC PILOT 4290 z osi Y”
"X, Z" odnosz si do punktu zerowego
maszyny i punktu odniesienia sań.
4.6.3 Proste przemieszczenia liniowe i kołowe
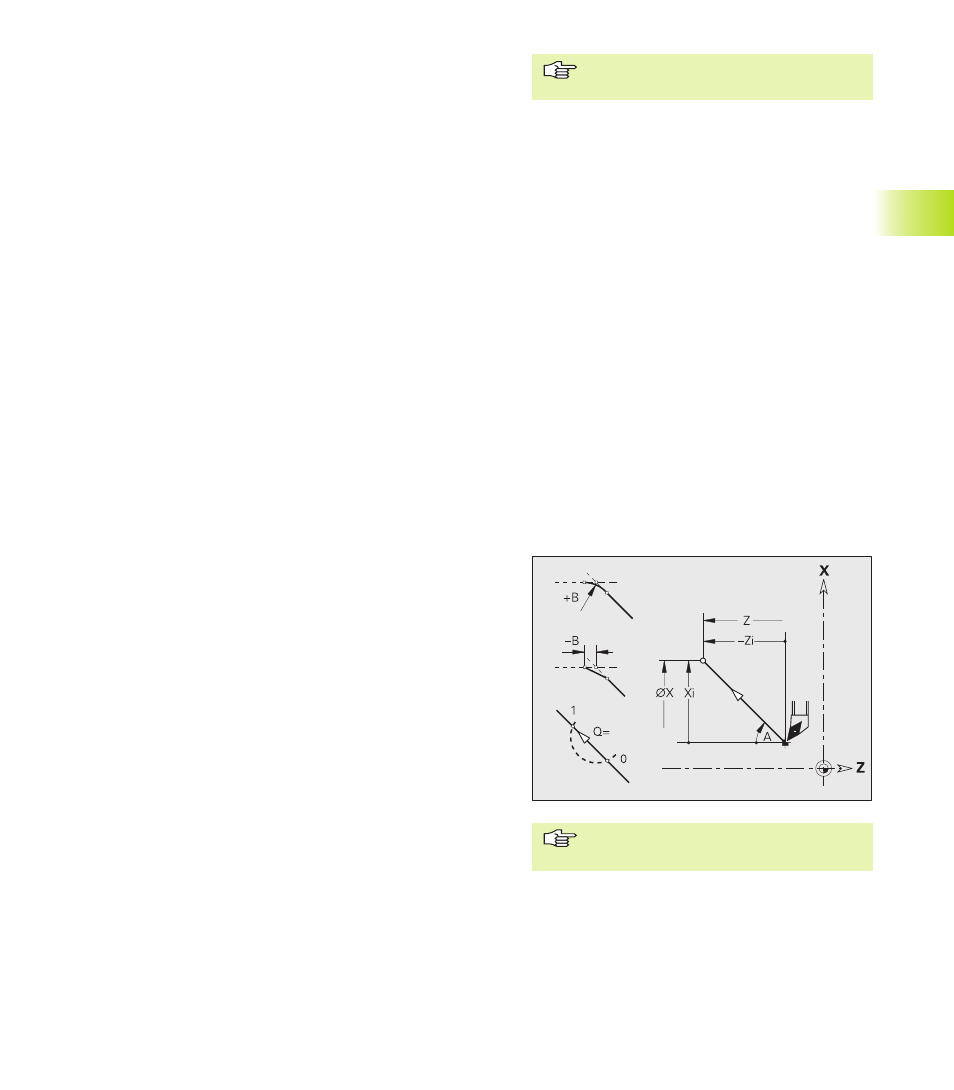
Przemieszczenie liniowe G1
Narz dzie przemieszcza si liniowo z posuwem do ”punktu
końcowego”.
Parametr
X, Z: Srednica, długość punkt końcowy ( X wymiar średnicy)
A:
K t (kierunek k ta: patrz rysunek pomocniczy)
Q:
Wybór punktu przeci cia – default: 0. Punkt końcowy, jeśli
odcinek przecina łuk kołowy.
■
Q=0: bliski punkt przeci cia
■
Q=1: oddalony punkt przeci cia
B:
”Fazka/zaokr glenie –” przejście do nast pnego elementu
konturu. Prosz zaprogramować teoretyczny punkt końcowy,
jeśli podajemy fazk /zaokr glenie.
■
B brak wpisu: tangencjalne przejście
■
B=0: nie tangencjalne przejście
■
B>0: promień zaokr glenia
■
B<0: szerokość fazki
E:
Współczynnik posuwu specjalnego dla fazki/zaokr glenia
(0 < E <= 1) – default: 1
(posuw specjalny = aktywny posuw * E)
Z osi Y: patrz podr cznik obsługi "CNC PILOT 4290 z osi Y”
Programowanie X, Z: absolutnie,
przyrostowo, samozachowawczo lub "?"
4.6 Polecenia obróbkowe