11 cykle fr ezowania – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 168
4 DIN PLUS
156
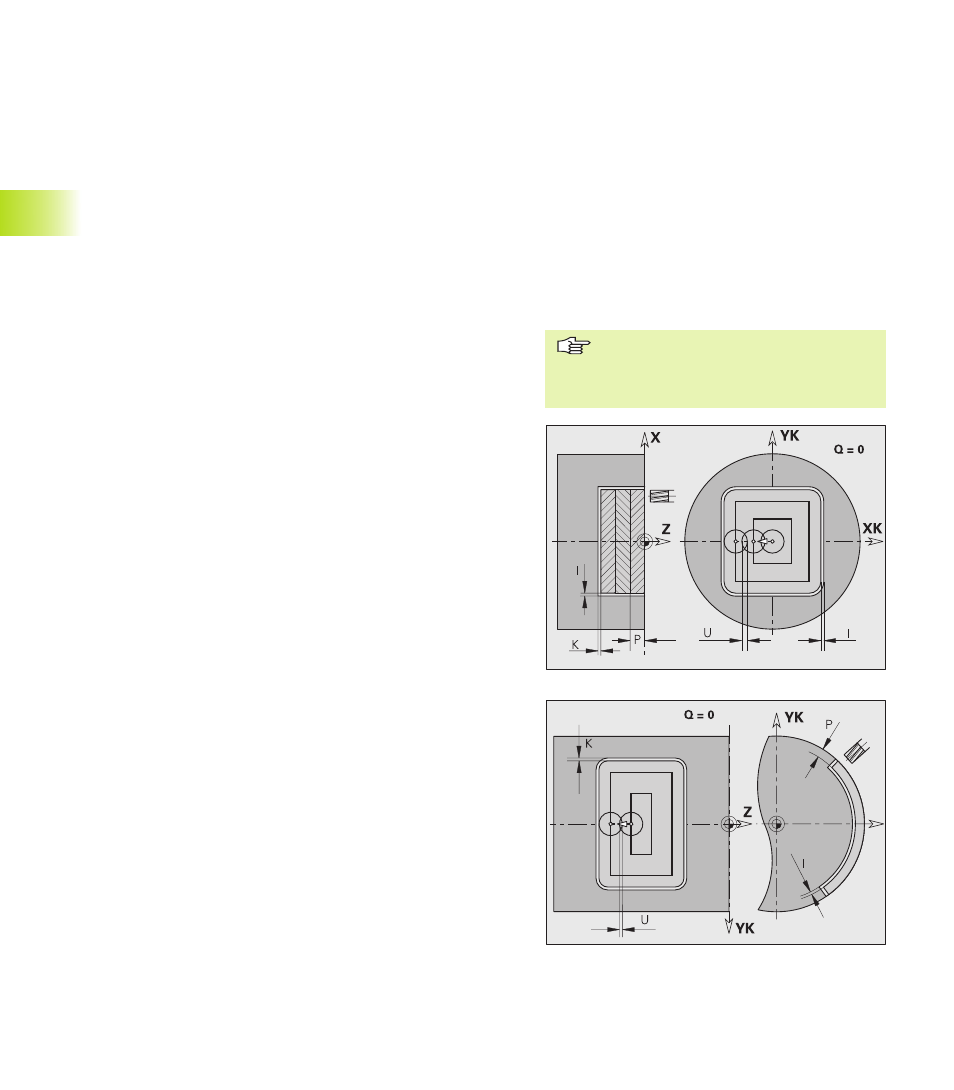
Frezowanie kieszeni obróbka zgrubna G845
G845 obrabia zgrubnie zamkni te kontury i figury fragmentów
programu:
■
CZOŁO
■
STRONA TYLNA
■
OSŁONA
Kierunek frezowania zmieniamy przy pomocy ”kierunku
frezowania H", "kierunku obróbki Q" i kierunku obrotu freza (patrz
tabela G846).
Parametr
NS: Numer wiersza – referencja na opis konturu
P:
(maksymalna) gł bokość frezowania (dosuw na płaszczyźnie
frezowania)
I:
Naddatek w kierunku X
K:
Naddatek w kierunku Z
U:
(minimalny) współczynnik nakładania si – nakładanie si
torów frezowania (nakładanie si = U*średnica freza) –
default: 0,5
V:
współczynnik przepełnienia jest przy obróbce z osi C bez
znaczenia
H:
kierunek frezowania domyślnie: 0
■
H=0: przeciwbieżnie
■
H=1: współbieżnie
F:
posuw dosuwowy (dla dosuwu wgł bnego) " domyślnie:
aktywny posuw
E:
zredukowany posuw dla elementów kołowych – default:
aktualny posuw
J:
płaszczyzna powrotu – default: powrót do pozycji startu
■
strona czołowa lub tylna: pozycja powrotu w kierunku Z
■
powierzchnia boczna: pozycja powrotu w kierunku X
(wymiar średnicy)
Q:
kierunek obróbki – default: 0
■
Q=0: od wewn trz do zewn trz
■
Q=1: od zewn trz do wewn trz
Z osi Y: patrz podr cznik obsługi "CNC PILOT 4290 z osi Y”
Naddatki zostaj przy G845
uwzgl dnione (G57: X , Z kierunek;
G58: równoodległy naddatek na
płaszczyźnie frezowania).
4.11 Cykle fr
ezowania
Wykonanie cyklu
1 Pozycja startu (X, Z, C) jest to pozycja przed
cyklem
2 oblicza rozdzielenie skrawania (dosuwy na
płaszczyzny frezowania, dosuwy na gł bokość
frezowania)
3 przemieszcza na odst p bezpieczeństwa i
dosuwa na pierwsz gł bokość frezowania
4 frezuje płaszczyzn
5 podnosi o odst p bezpieczeństwa, najeżdża i
dosuwa na nast pn gł bokość frezowania
6 powtarza 4...5, aż cała powierzchnia jest
wyfrezowana
7 przemieszcza si odpowiednio do ”płaszczyzny
powrotu J”