17 przykład – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 344
6 TURN PLUS
332
6.17 Przykład
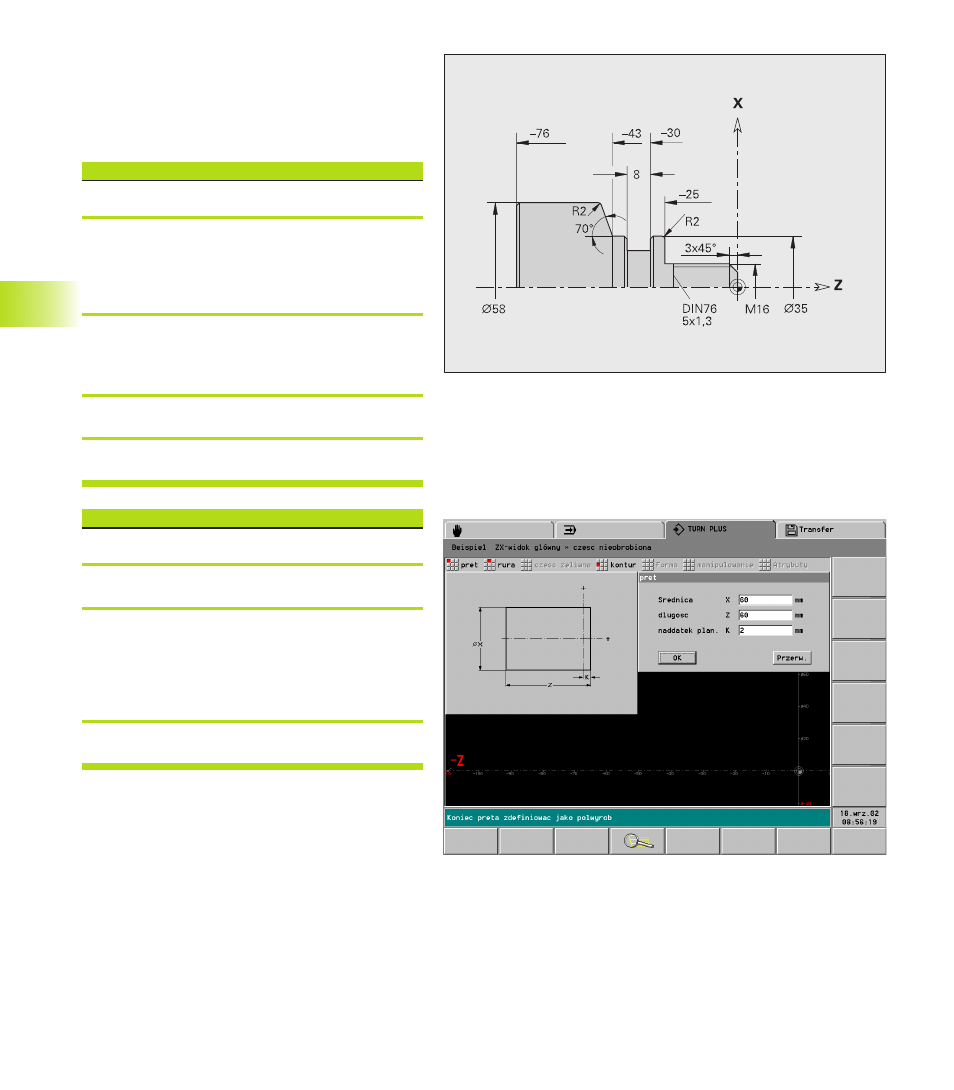
niewymiarowane fazki: 1x45°
niewymiarowane promienie: 1mm
Półwyrób: 60 X 80; materiał: Ck 45
6.17 Przykład
Wychodz c z rysunku technicznego wytwarzania,
zostaj przedstawione kroki robocze dla tworzenia
konturu cz ści nieobrobionej i gotowej, zbrojenie i
automatyczne generowanie planu pracy.
Utworzenie programu
"Program – nowy" wybrać
<
Okno dialogowe ”nowy program”:
■
wpisać nazw programu
■
materiał – wybrać z listy stałych słów
■
nacisn ć pole sterowania "nagłówek programu"
<
Okno dialogowe "nagłówek programu":
■
"wrzeciono – suport dla 1. ustalenia" wpisać
■
dalsze pola wypełnić w razie konieczności
<
powrót do okna dialogowego "nowy program"
<
"OK" – nowy program zostaje zaimplementowany
Definicja cz ści nieobrobionej
"Obrabiany przedmiot – półwyrób" wybrać
<
"Pr t" wybrać
<
Okno dialogowe "pr t":
■
średnica = 60 mm
■
długość = 80 mm
■
naddatek = 2 mm
■
"OK" – TURN PLUS przedstawia półwyrób
<
"ESC klawisz" – powrót do menu głównego