5 parametry obróbki – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 376
7 Parametry
364
7.5 Parametry obróbki
■
dosuw obróbka wykańczaj ca zewn trz [ANFA]
■
dosuw obróbka wykańczaj ca wewn trz [ANFI]
■
odsuwanie obróbka wykańczaj ca zewn trz [ABFA]
■
odsuwanie obróbka wykańczaj ca wewn trz [ABFI]
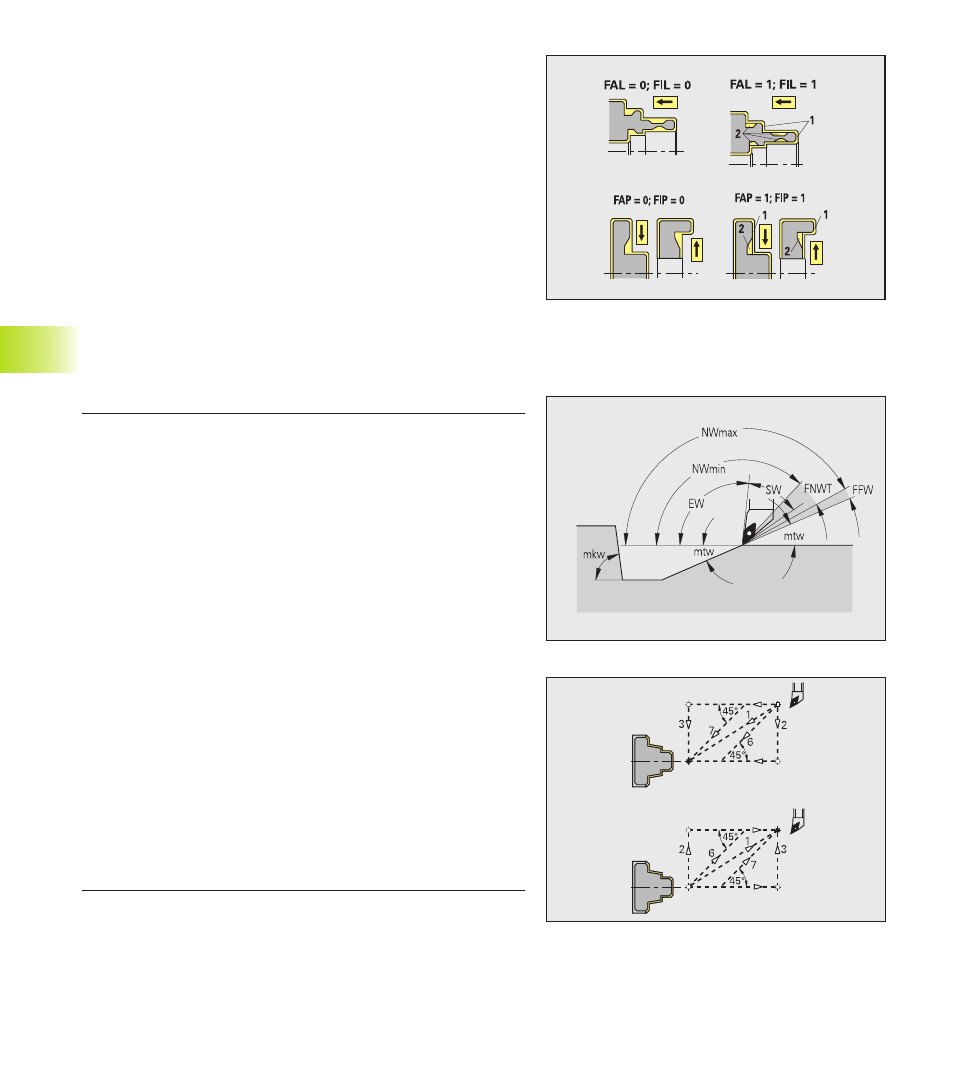
Rodzaj najazdu/odjazdu:
■
1: X i Z kierunek jednocześnie
■
2: najpierw X potem Z kierunek
■
3: najpierw Z potem X kierunek
■
6: ci gni cie razem, X przed Z kierunkiem
■
7: ci gni cie razem, Z przed X kierunkiem
Przemieszczenia dosuwu i odsuwu nast puj na biegu szybkim
(G0).
Nast puj ce parametry określaj obróbk obszarów konturu:
■
Standard/pełna – zewn trz/wzdłuż [FAL]
■
Standard/pełna – wewn trz/wzdłuż [FIL]
■
Standard/pełna – zewn trz/plan [FAP]
■
Standard/pełna – wewn trz/plan [FIP]
Wprowadzenie:
■
0 kompletna obróbka wykańczaj ca: TURN PLUS szuka
optymalnego narz dzia dla obróbki kompletnego obszaru
konturu.
■
1 standardowa obróbka wykańczaj ca:
■
zostaje przeprowadzona przede wszystkim przy pomocy
standardowych narz dzi obróbki wykańczaj cej. Podtoczenia i
podci cia zostaj obrabiane przy pomocy odpowiedniego
narz dzia.
■
Jeśli standardowe narz dzie obróbki wykańczaj cej nie jest
przydatne dla podtoczenia i podci cia, to TURN PLUS dzieli na
obróbki standardowe i obróbk elementów formy.
■
Jeśli ten podział na obróbk elementów standardowych i
elementów formy nie daje oczekiwanych wyników, TURN PLUS
przeł cza na ”obróbk kompletn ”.
Obróbka wykańczaj ca tolerancje narz dzi, dosuw i
odsuwanie
Dla wyboru narz dzi obowi zuje:
■
K t nastawienia (EW): EW >= mkw (mkw: wznosz cy k t
konturu)
■
k t nastawienia (EW) i k t ostrza (SW):
NWmin < (EW+SW) < NWmax
■
k t przyległy (FNWT): FNWT = NWmax " NWmin
■
Tolerancja k ta pomocniczego [FNWT] – obszar tolerancji dla
ostrza pomocniczego narz dzia
■
K t przejścia swobodnego [FFW] – minimalna różnica kontur
– ostrze pomocnicze