W ybie rać pun kt odniesienia, Wybierać punkt odniesienia – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 64
40
4 Programowanie: Podstawy, zarz¹dzanie plikami, pomoce przy programowaniu, zarz¹dzanie paletami
4.
1 P
o
d
s
taw
y
Wybierać punkt odniesienia
Rysunek obrabi anego prze dmiotu zadaje określony element formy
obrabianego przedmiotu jako bezwzgl dny pun kt odn iesien ia (punkt
zerowy), przeważn ie jest to róg przedmiotu. Przy wyznaczaniu
punktu odniesienia nale ży naj pierw wyrównać przedmiot z osiami
maszyny i umieścić n arz dzie dl a każdej osi w odpowi ednie
położenie w stosunku do przedmiotu. Przy tym położeniu należy
ustawić wyświetlacz TNC al bo na zero al bo na zadan wartość
położenia. W ten sposób przyporz dkowuje si obrabiany przedmiot
układowi odniesienia, który obowi zuje dla wyświetlacza TNC lub dl a
programu obróbki.
Je śli rysunek obrabiane go przedmiotu określa wzgl dne punkty
odn iesien ia, to prosz wykorzystać po prostu cykle dla przeli czania
współrz dnych(patrz „Cykle dla przeliczan ia współrz dnych” na
stronie 320).
Je żeli rysu nek wykonawczy przedmiotu nie jest wymi arowany
odpowiednio dla NC, prosz wybrać jedn pozycj lub róg
przedmiotu j ako punkt odniesie nia, z którego można łatwo ustalić
wymiary do pozostałych pun któw przedmiotu .
Szczególnie wygodnie wyznacza si punkty odnie sienia przy pomocy
trójwymiarowego układu impu lsowego firmy HEIDENHAIN. Patrz
Podr cznik obsługi "Cykle sondy impulsowej" „Wyznaczanie
punktów odn iesie nia przy pomocy 3D sondy impulsowej“.
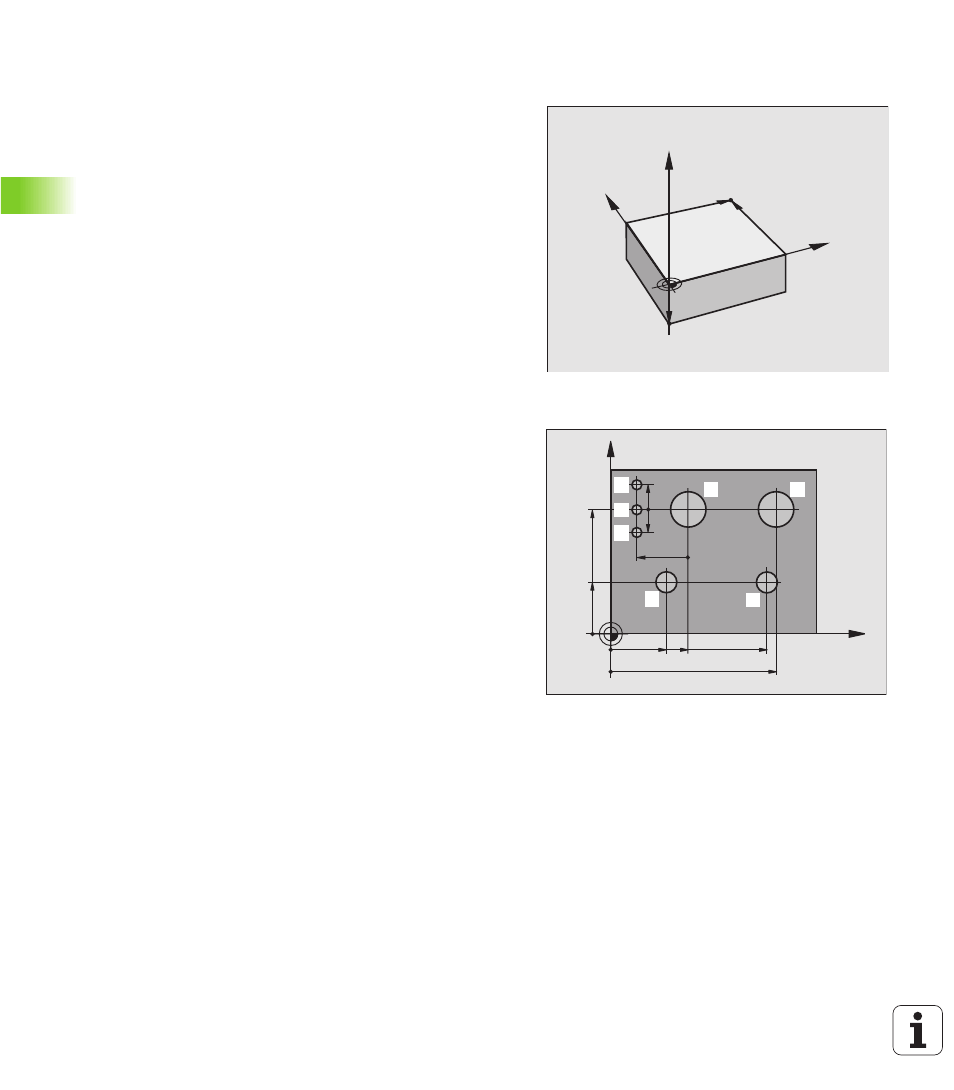
Przykład
Szkic obrabianego przedmiotu po prawej ukazuje odwierty (
1
do
4
),
których wymiary odnosz si do bezwzgl dne go pu nktu odniesienia
o współrz dnych X=0 Y=0. Odwierty (
5
do
7
) odnosz si do
wzgl dnego punktu odniesienia o współrz dnych bezwzgl dnych
X=450 Y=750. Przy pomocy cyklu PRZESUNIECIE PUNKTU
ZEROWEGO można przejściowo przesun ć pun kt ze rowy na
pozycj X=450, Y=750, aby zaprogramować odwierty (
5
do
7
) bez
dalszych obliczeń.
Y
X
Z
MAX
MIN
X
Y
325
320
0
450
900
950
150
-150
750
0
300
±
0,
1
11
1
2
1
5
1
3
1
4
1
6
1
7