HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 373
Advertising
HEIDENHAIN iTNC 530
349
9
.6
P
rz
y
k
ł
ad
y
pr
o
g
ram
o
w
an
ia
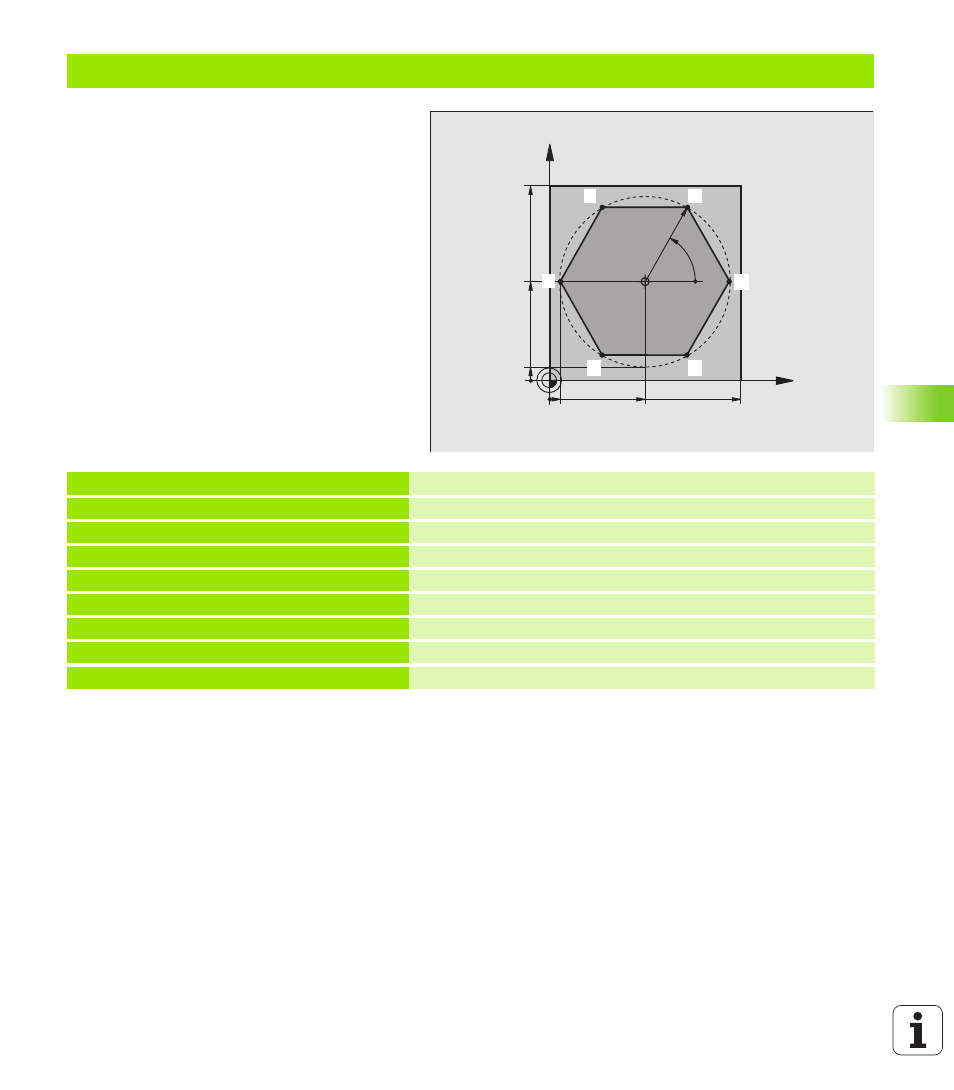
Przykład: Frezowanie konturu w kilku dosuwach
Przebieg programu
n
Pozycjon ować wst pnie narz dzie na górn
kraw dź przedmiotu
n
Wprowadzić inkrementalnie dosuw
n
Frezowanie kon tu ru
n
Powtórzyć dosu w i fre zowan ie konturu
% PGMW DH G71 *
N10 G30 G17 X+ 0 Y+0 Z 40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+7,5 *
Defin icj a narz dzia
N40 T1 G17 S4000 *
Wywołanie narz dzia
N50 G00 G40 G90 Z+250 *
Przemieścić narz dzie poza materiałem
N60 I +50 J+50 *
Wyznaczyć biegun
N70 G10 R+60 H+180 *
Pozycj onować wst pnie płaszczyzn obróbki
N80 G01 Z+0 F 1000 M3 *
Pozycj onować wst pnie na kraw dź przedmiotu
X
Y
50
100
50
I,J
5
100
R
4
5
60°
5
1
1
1
2
1
3
1
4
1
5
1
6
Advertising