7 s l- cykl e g ru p a ii, Przykład: ci g konturu – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 321
Advertising
HEIDENHAIN iTNC 530
297
8.
7 S
L-
cykl
e g
ru
p
a
II
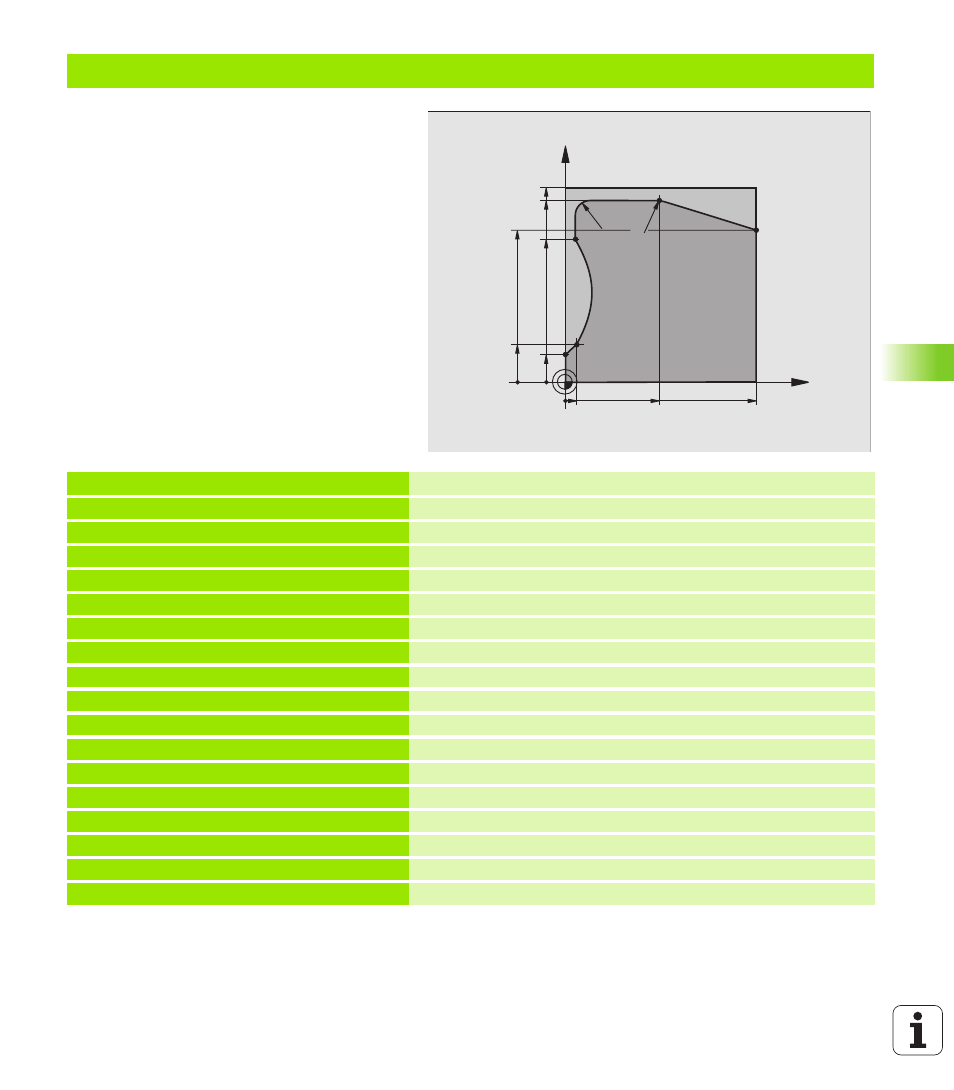
Przykład: Ci g konturu
% C25 G71 *
N10 G30 G17 X+ 0 Y+0 Z 40 *
Defin icj a cz ści nieobrobionej
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+10 *
Defin icj a narz dzia
N50 T1 G17 S2000 *
Wywołanie narz dzia
N60 G00 G40 G90 Z+250 *
Przemieścić narz dzie poza materiałem
N70 G37 P01 1 *
Ustalić podprogram konturu
N80 G125 CI G K ONTURU
Ustalić parametry obróbki
Q1= 20
;Gł BO KOŚĆ F REZOWANIA
Q3= +0
;NADDA TEK Z B OK U
Q5= +0
;WSP ł. POWI ERZCHNI
Q7= +250 ;B EZP IECZNA W YSOKOŚĆ
Q10= 5
;Gł BO KOŚĆ DOSUWU
Q11= 100 ;POSUW WGł B NY
Q12= 200 ;POSUW FR EZOW ANIA
Q15= +1
;RODZAJ FREZOW ANI A
N90 G79 M3 *
Wywołanie cyklu
N100 G00 G90 Z+250 M2 *
Przemieścić narz dzie poza materiałem, koniec programu
X
Y
5
20
100
100
80
50
95
75
15
R
7,5
R
7,5
Advertising