Zastosowanie – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 144
120
5 Programowanie: narzêdzia
5
.4
P
e
ri
ph
e
ra
l M
il
li
ng
: 3
D
-k
or
e
k
c
ja
pr
om
ie
ni
a
z
or
ie
nt
a
c
j¹
w
rz
e
c
iona
5.4 Peripheral Milling: 3D
korekcja promienia z
orientacj wrzeciona
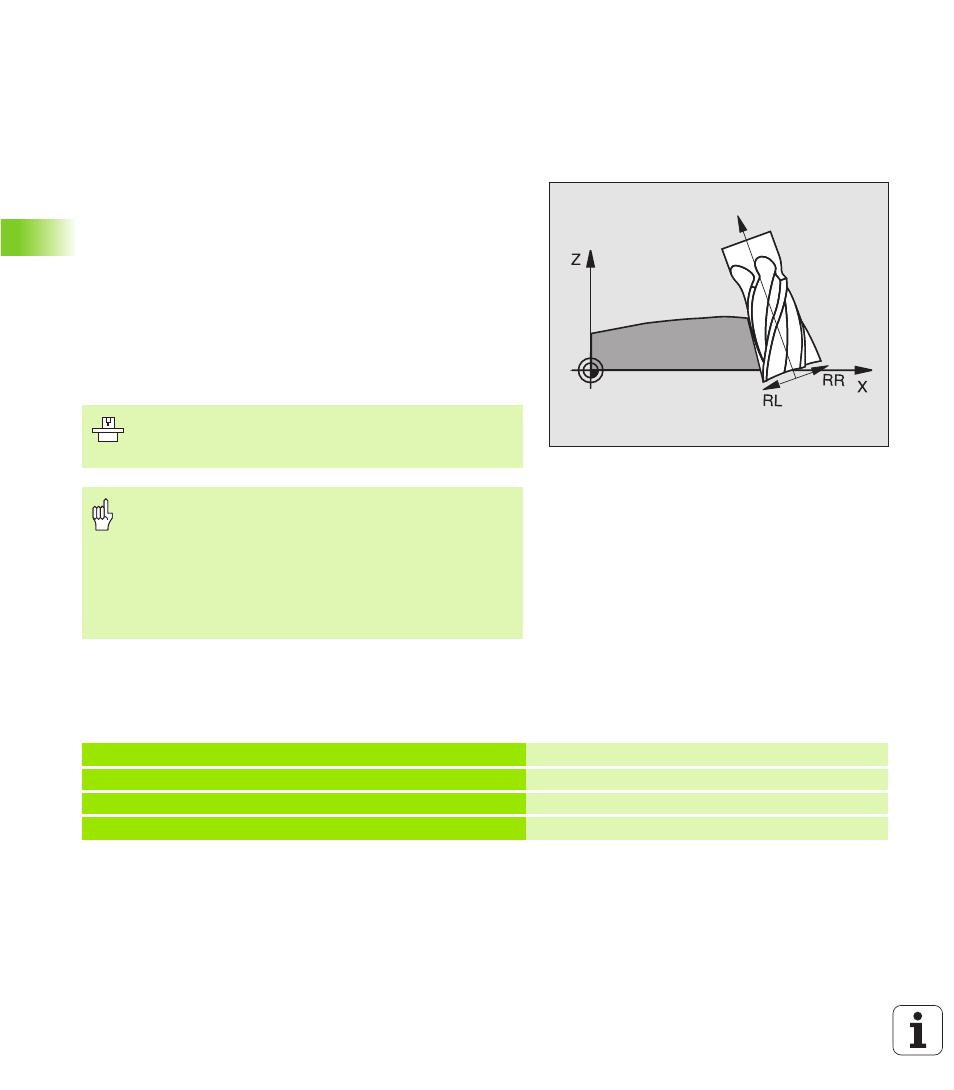
Zastosowanie
Przy Peripheral Milling TNC przesuwa n arz dzie prostopadl e do
ki erunku ruchu i prostopadl e do ki erunku narz dzia o wartość równ
sumie wartości de lta DR (tabela narz dzi i T wie rsz). Kierun ek
korekcji określa si przy pomocy korekcji promienia G41/G 42 (patrz
rysune k po prawej stron ie u góry, kierunek ruchu Y+).
Aby T NC mogło osi gn ć zadan orientacj narz dzia, należy
aktywować funkcj M128 (patrz „Zachować pozycj ostrza
narz dzia przy pozycjon owaniu osi wahań (TCPM*): M128” na
stronie 180) i n ast pn ie aktywować kore kcj promie nia narz dzia.
TNC pozycjonuje nast pn ie osie obrotu maszyny automatycznie w
taki sposób, że narz dzie osi ga zadane przez współrz dne osi
obrotu ustawieni e narz dzia z aktywn korekcj .
Orientacj wrze cioa można zdefiniować w wierszu G01 w opisan y
pon iżej sposób.
Przykład: Definicja orientacji wrzeciona z M128 i współrz dne
osi obrotu
TNC mnie może na wszystkich maszynach
pozycjonować automatycznie osie obrotu . Prosz
zwrócić uwag na podr cznik obsługi maszyny.
Niebezpieczeństwo kolizji!
W przypadku maszyn, których osie obrotu pozwal aj
tylko na ogran iczony odcine k przemieszczen ia, mog
przy automatycznym pozycjonowaniu wyst pić
przesun i cia, wymagaj ce na przykład obrotu stołu
obrotowego o 180°. Prosz uważać na
niebe zpiecze ństwo kolizji głowicy z obrabi an ym
przedmiotem lub mocowadłami.
N10 G00 G90 X 20 Y+0 Z+0 B +0 C+0 *
Pozycjonowanie wst pne
N20 M128 *
M128 aktywn a
N30 G01 G42 X+0 Y+0 Z+0 B +0 C+0 F 1000 *
Korekcj promienia aktywować
N40 X+50 Y+ 0 Z+0 B 30 C+0 *
Ustawić oś obrotu (ori entacja narz dzia)