HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 179
HEIDENHAIN TNC iTNC 530
155
6
.5
R
uc
h
y
po t
or
z
e
k
s
z
ta
³t
ow
y
m
–
w
s
pó³
rz
ê
dne
bi
e
guno
w
e
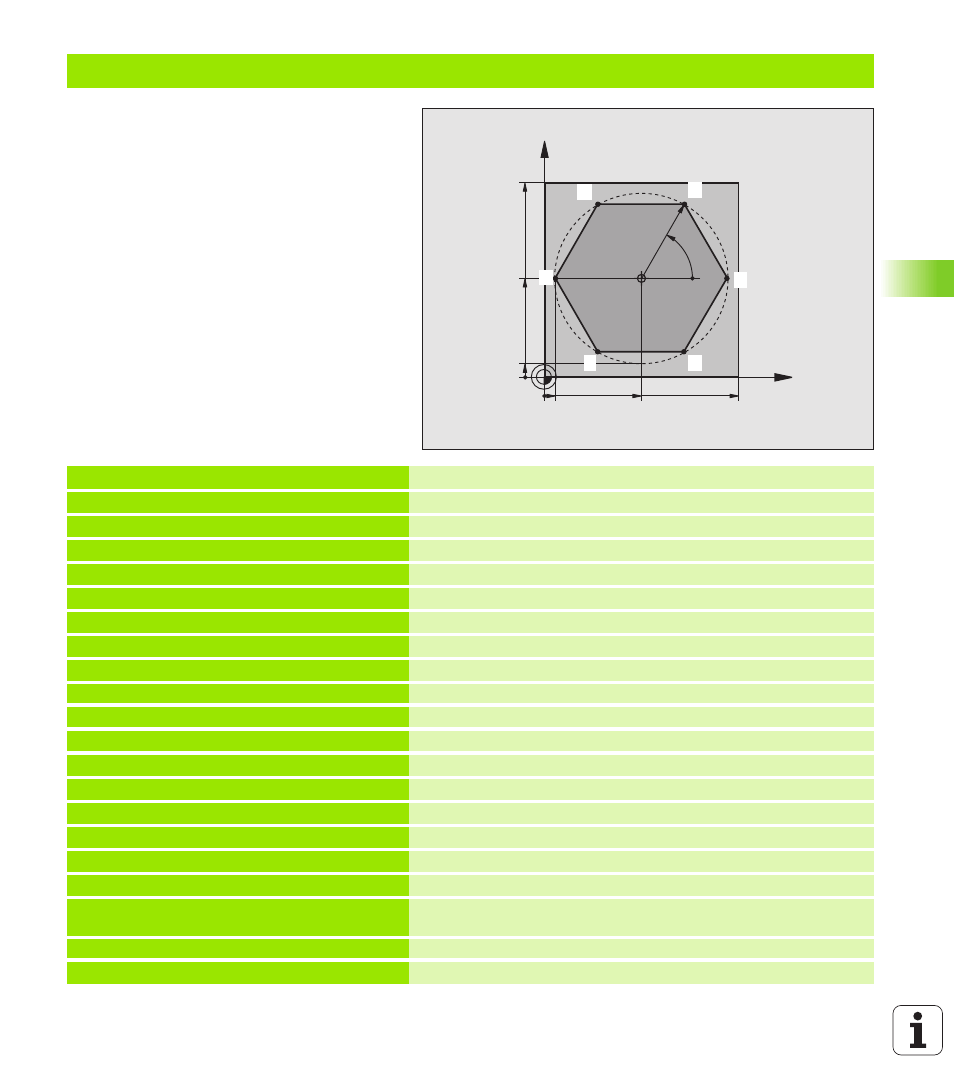
Przykład: Przemieszczenie po prostej biegunowo
% LINEARP O G71 *
N10 G30 G17 X+ 0 Y+0 Z 20 *
Defin icj a cz ści nieobrobionej
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+7,5 *
Defin icj a narz dzia
N40 T1 G17 S4000 *
Wywołanie narz dzia
N50 G00 G40 G90 Z+250 *
Zdefiniować punkt odniesie nia dla współrz dnych biegunowych
N60 I +50 J+50 *
Przemieścić narz dzie poza materiałem
N70 G10 R+60 H+180 *
Pozycj onować wst pnie narz dzie
N80 G01 Z 5 F 1000 M3 *
Przemieścić narz dzie na gł bokość obróbki
N90 G11 G41 R +45 H+180 F250 *
Naj echać kontur w pun kcie 1
N110 G26 R5 *
Naj echać kontur w pun kcie 1
N120 H+120 *
Dosun ć n arz dzie do pun ktu 2
N130 H+60 *
Dosun ć n arz dzie do pun ktu 3
N140 H+0 *
Dosun ć n arz dzie do pun ktu 4
N150 H 60 *
Dosun ć n arz dzie do pun ktu 5
N160 H 120 *
Dosun ć n arz dzie do pun ktu 6
N170 H+180 *
Dosun ć n arz dzie do pun ktu 1
N180 G27 R5 F 500 *
Tangencjalny odjazd
N190 G40 R+60 H+180 F 1000 *
Przemieszczenie swobodne n a płaszczyźnie obróbki, anulować
korekcj promienia
N200 G00 Z+ 250 M2 *
Swobodne przemieszczenie w osi wrzeciona, konie c programu
N999999 %L INEARPO G71 *
X
Y
50
100
50
I,J
5
100
R
4
5
60°
5
1
1
1
2
1
3
1
4
1
5
1
6