2 podstawy o fu nkcjach toru kształtowego, Programować ru ch narz dzia dla obróbki – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 155
HEIDENHAIN TNC iTNC 530
131
6.
2 P
o
d
s
taw
y o
f
u
n
kc
jac
h
t
o
ru
ks
z
ta³
to
w
eg
o
6.2 Podstawy o funkcjach toru
kształtowego
Programować ruch narz dzia dla obróbki
Podczas zestawiania programu obróbki, programuj e si krok po
kroku fu nkcje toru kształtowego dla pojedyńczych elementów
konturu przedmiotu . W tym celu wprowadza si zazwyczaj
współrz dne punktów końcowych elementów konturu z
rysunku wymiarowego. Z tych danych o współrz dnych, z dan ych o
narz dziu i kore kcji promien ia TNC ustal a rzeczywist drog
przemieszczenia narz dzia.
TNC prze suwa jedn ocześnie wszystkie osie maszyny, które zostały
zaprogramowane w zapisie programu o funkcji toru kształtowego.
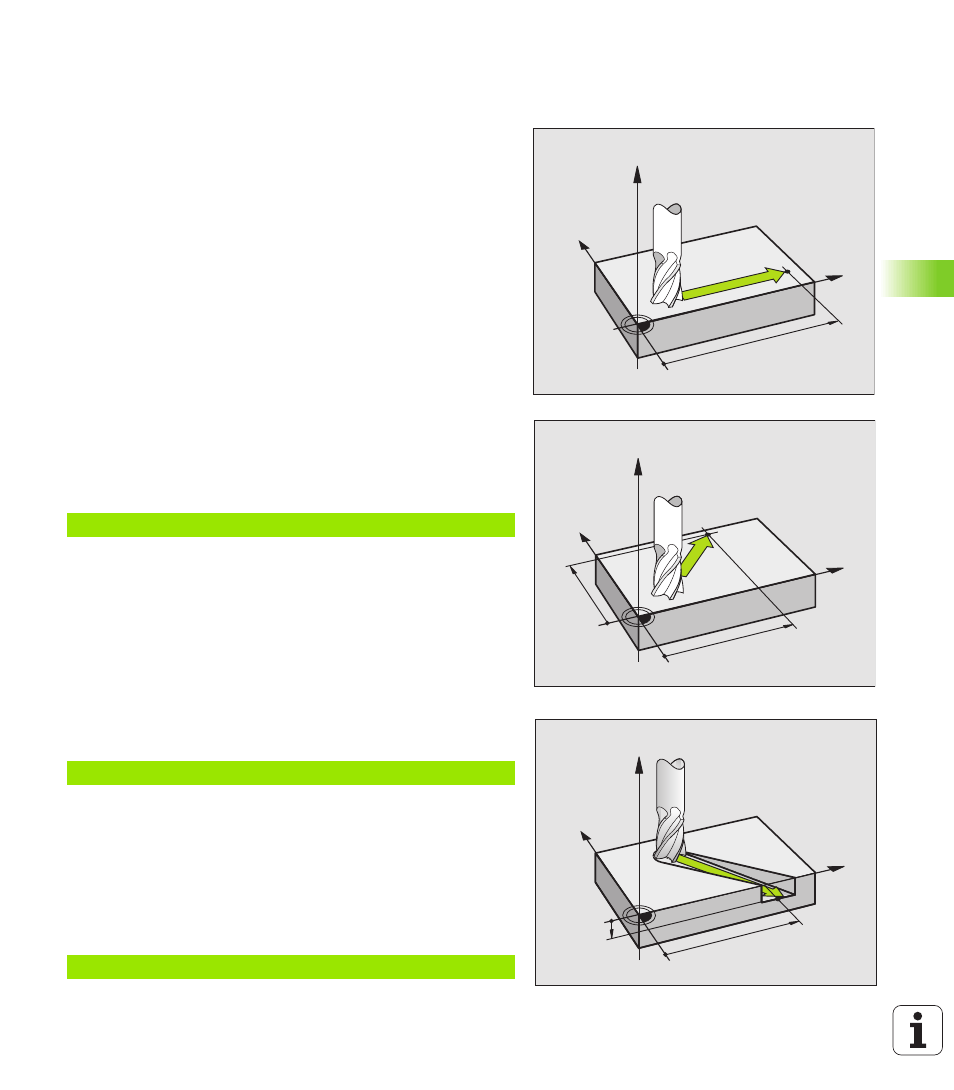
Ruchy równoległe do osi maszyny
Wiersz programowy zawiera informacj o współrz dnych: TNC
przemieszcza narz dzie równol egle do zaprogramowan ej osi
maszyny.
W zależności od konstrukcji maszyny, przy skrawaniu porusza si
albo narz dzie albo stół maszyny z zamocowanym prze dmiotem.
Przy programowaniu ruchu kształtowego prosz kierować si
zasad , jakby to narz dzie si poruszało.
Przykład:
Narz dzie zachowu je współrz dn e Y i Z i przemieszcza si na
pozycj X=100. Patrz rysunek po prawej stronie u góry.
Ruchy na płaszczyznach główny ch
Wiersz programowy zawiera dwie informacje o współrz dnych: TNC
przemieszcza narz dzie na zaprogramowanej płaszczyźnie. .
Przykład:
Narz dzie zachowu je współrz dn Z i przesuwa si na XY
płaszczyźnie do pozycji X=70, Y=50. Patrz rysun ek po prawe j na
środku
Ruch trójwymiarowy
Wiersz programowy zawiera dwie informacje o współrz dnych: TNC
przemieszcza narz dzi e prze strze nnie na zaprogramowan pozycj .
Przykład:
N50 G00 X+100 *
N50
Numer bloku
G00
F unkcj a toru kształtowego „Prosta na biegu szybkim”
X+100
Współrz dn e punktu końcowego
N50 G00 X+70 Y+50 *
N50 G01 X+80 Y+0 Z 10 *
X
Y
Z
100
X
Y
Z
70
50
X
Y
Z
80
-10