Wzory punkt owe n a okr gu (cykl g220) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 289
HEIDENHAIN iTNC 530
265
8
.5 C
ykl
e d
la w
yt
w
ar
z
an
ia
w
z
o
ró
w
p
u
n
kt
o
w
y
c
h
WZORY PUNKTOWE NA OKR GU (cykl G220)
1
T NC pozycjonuje narz dzie na biegu szybkim od aktualnej pozycji
do punktu startu pierwszej obróbki.
Kolejność:
n
2. Bezpieczn wysokość najechać (oś wrzeciona)
n
Punkt startu n a płaszczyźnie obróbki najech ać
n
Przemieszczen ie na Bezpieczn wysokość nad powie rzchni
obrabiane go przedmiotu (oś wrzeciona)
2
Od tej pozycji T NC wykonuje ostatnio zdefiniowany cykl obróbki
3
Nast pnie T NC pozycjon uje narz dzie ruchem po proste j do
punktu startu nast pnej obróbki; narz dzie znajduje si w tym
czasie n a Bezpi ecznej wysokości (lub 2 giej Be zpieczn ej
wysokości)
4
T a operacja (1 do 3) powtarza si , aż wszystkie operacje obróbki
zostan wykon ane
U
U
U
U
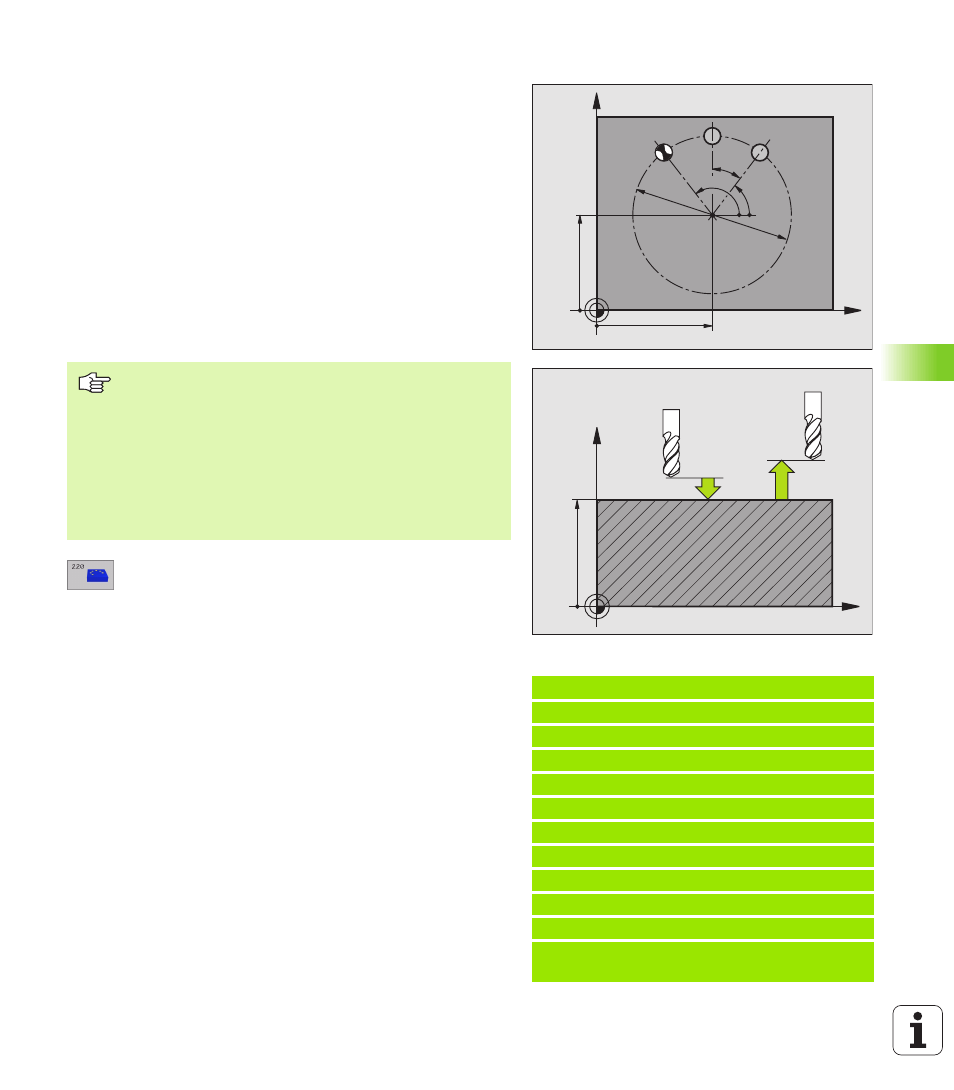
S rodek 1 szej osi Q216 (absolutnie): Punkt
środkowy wycinka koła w osi głównej płaszczyzny
obróbki
U
U
U
U
S rodek 2 szej osi Q217 (absolutnie): Punkt
środkowy wycinka koła w osi pomocniczej
płaszczyzny obróbki
U
U
U
U
średnica wycinka koła Q244: średnica wycinka
koła
U
U
U
U
K t startu Q245 (absolutnie): K t pomi dzy osi
główn płaszczyzny obróbki i punktem startu
pierwszej obróbki na wycin ku koła
U
U
U
U
K t końcowy Q246 (absolutnie): K t pomi dzy osi
główn płaszczyzny obróbki i punktem startu
ostatniej obróbki na wycinku koła (nie obowi zuje
dla koła pełnego); wprowadzić k t końcowy n ie
równy k towi startu ; jeśli wprowadzon o k t końcowy
wi kszym niż k t startu, to obróbka w ru ch u
przeciwnym do RWZ, w innych przypadkach zgodnie
z RWZ
Przykład: NC bloki
N530 G220 WZÓR OKR G
Q216= +50
;ŚRODEK 1.OSI
Q217= +50
;ŚRODEK 2.OSI
Q244=80
;ŚREDNI CA WYCI NK A KOłA
Q245=+ 0
;K T STAR TU
Q246=+ 360
;K T K OŃCOW Y
Q247=+ 0
;K ROK K TA
Q241= 8
;IL OŚĆ ZABIEGÓ W OB R.
Q200=2
;ODST P B EZPIECZ.
Q203=+ 30
;WS Pł. POW IERZCHNI
Q204=50
;2. ODST P BEZPIECZ.
Q203=1
;PR ZEMIESZCZENIE NA
B EZP.WYSOK.
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
X
Z
Q200
Q203
Q204
Prosz uwzgl dnić przed programowaniem
Cykl G220 jest DEF aktywny, to znaczy cykl G220
wywołuje automatycznie ostatnio zdefiniowany cykl
obróbki.
Jeżeli kombinuje my jeden z cykli obróbki od G200 do
G209 i G212 do G215 i G262 do G267 z cyklem G220, to
zadziałaj : bezpieczna wysokość, powierzchn ia
obrabianego przedmiotu i 2 ga bezpieczna wysokość z
cyklu G220.