Obrotu, Koła r – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 167
HEIDENHAIN TNC iTNC 530
143
6
.4
R
uc
h
y
po
t
o
rz
e
–
w
s
pó
³r
z
ê
dn
e
pr
os
tok
¹t
ne
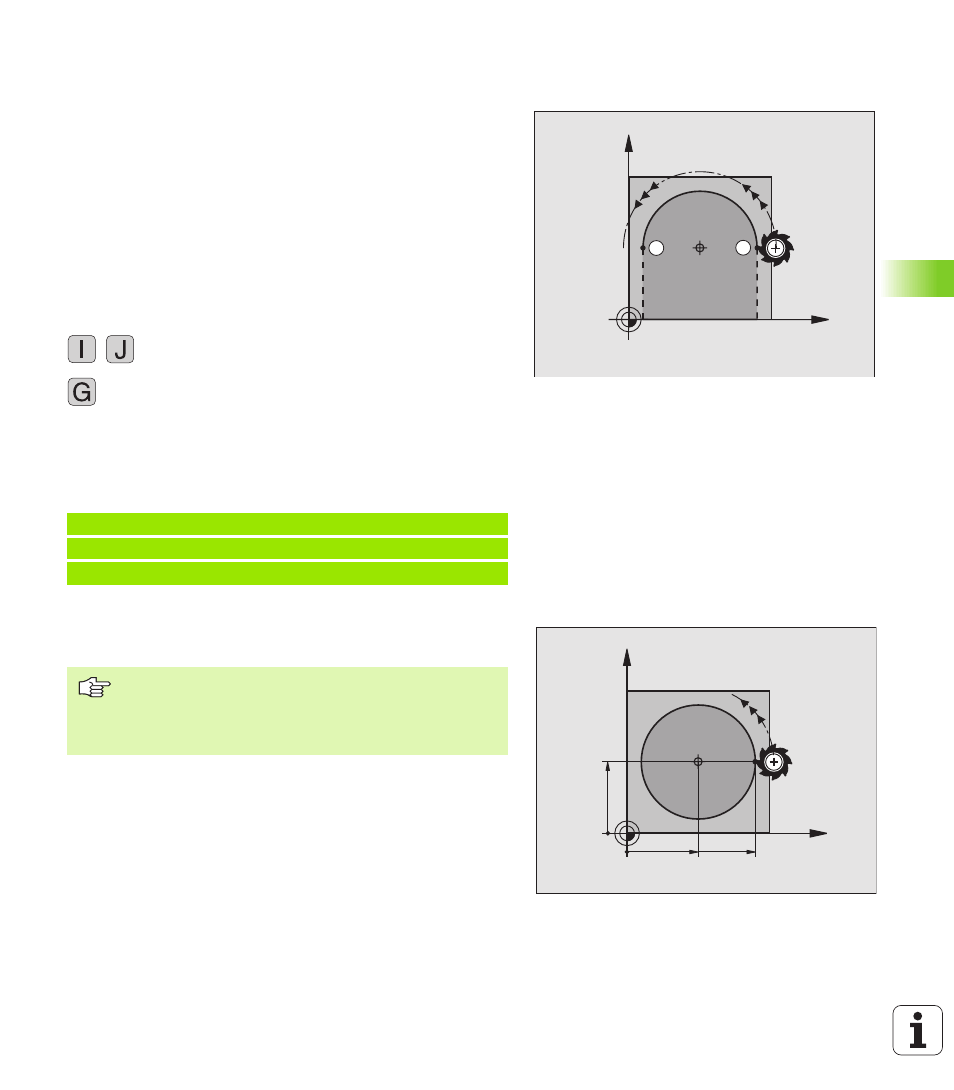
Łuk kołowy G02/G03/G05 wokół punktu
środkowego koła I, J
Prosz określić punkt środkowy koła I, J, zan im zostan ie
zaprogramowany tor kołowy. Ostatnio zaprogramowana pozycja
narz dzia przed torem kołowym jest punktem startu toru kołowe go.
Kierunek obrotu
n
Zgodnie z ruche m wskazówek zegara: G02
n
Ruchem przeciwnym do ruchu wskazówek ze gara: G03
n
Bez in formacji o kierunku obrotu: G05. TNC przemieszcza si po
łu ku kołowym z ostatnio zaprogramowanym kierunkiem obrotu
Programowanie
U
U
U
U
Przemieścić narz dzie do punktu startu toru kołowego
U
U
U
U
W spółrz dn e punktu środkowego koła wprowadzić
U
U
U
U
W prowadzi ć współrz dne punktu końcowego łuku
kołowego
Jeśli konieczne:
U
U
U
U
Posuw F:
U
U
U
U
F unkcja dodatkowa M
NC bloki przykładowe
Koło pełne
Prosz zaprogramować dl a punktu końcowego te same
współrz dne jak i dl a punktu startu.
N50 I +25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Punkt startu i pun kt końcowy ruchu kołowego mu sz
leżeć na torze kołowym.
Tolerancja wprowadzenia: do 0,016 mm (wybieraln a
poprzez MP7431)
S
E
X
Y
I,J
3
X
Y
25=I
45
25=J
CC