W yznaczanie punktu odniesienia (cykl g247) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 349
HEIDENHAIN iTNC 530
325
8
.1
0
C
y
k
le
dl
a
pr
z
e
li
c
z
a
ni
a
w
s
pó³
rz
ê
dn
y
c
h
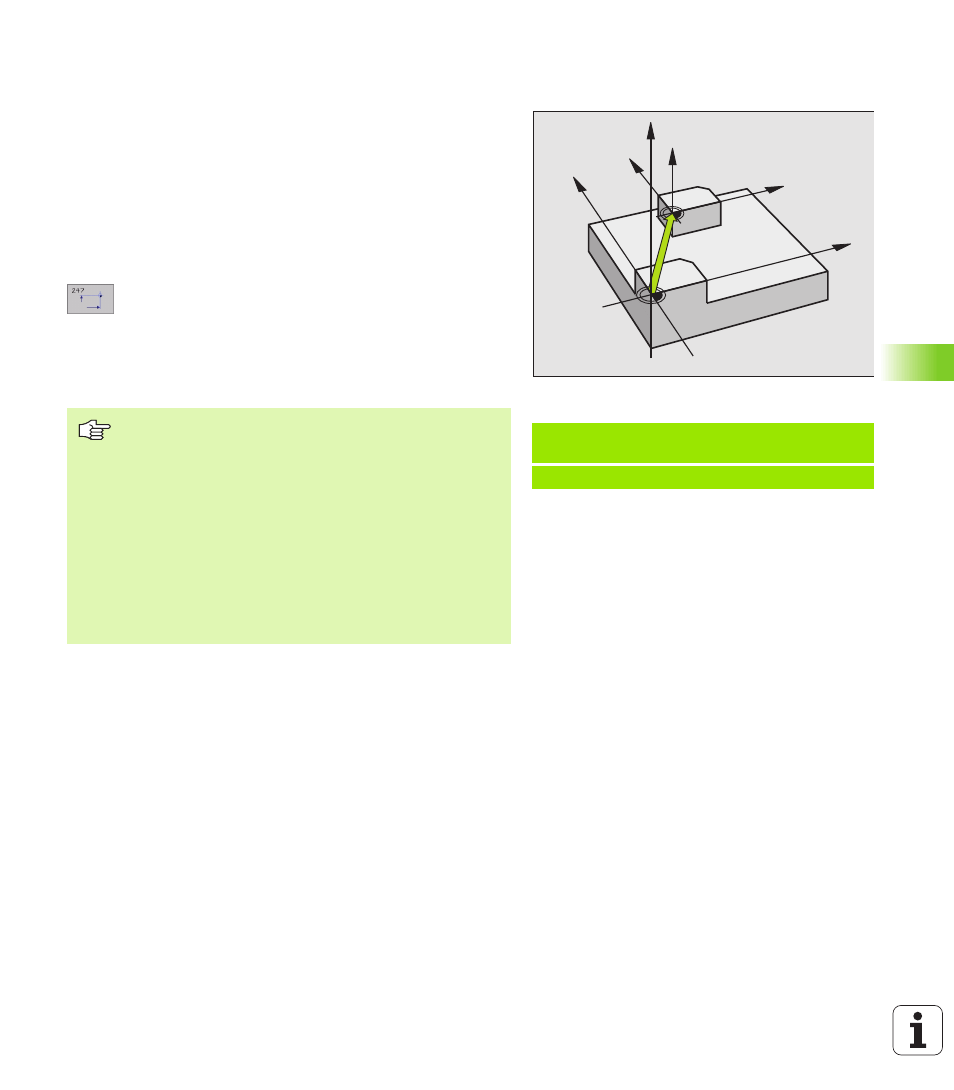
WYZNACZANIE PUNKTU ODNIESIENIA
(cykl G247)
Przy pomocy cykl u WYZNACZANIE PUNKT U ODNIESIENIA możn a
aktywować zdefiniowany w tabeli pun któw zerowych pu nkt zerowy
jako n owy punkt odniesienia.
Działanie
Po definicji cyklu WYZNACZANIE PUNKTU ODNIESIENIA wszystkie
wprowadzone dane o współrz dnych i przesu ni cia pun któw
ze rowych (bezwzgl dne i inkrementalne) odnosz si do nowego
punktu odniesienia. Wyznaczanie pun któw odniesienia dla osi obrotu
jest również dozwolone.
U
U
U
U
Numer punktu odniesienia?: Podać nu me r punktu
odniesienia w tabeli punktów zerowych
Wycofanie
Ostatn io wyznaczony w rodzaju pracy R cznie punkt odn iesien ia
aktywujemy ponownie poprzez wprowadzenie fun kcji dodatkowej
M104.
Przykład: NC bloki
N13 G247 WYZNACZENIE P UNK TU
ODNIESI ENI A
Q339=4 ;NUMER P UNKTU ODNIESIENIA
Z
Z
X
X
Y
Y
TNC wyznacza punkt odnie sieni a tylko na tych osiach,
które s aktywne w tabeli punktów zerowych . Nie
rejestrowana w T NC , ale jako szpalta w tabeli punktów
zerowych wyświ etlona oś wytwarza komunikat o
bł dach.
Cykl 247 interpretuje zapami tane w tabel i punktów
zerowych wartości zawsze jako współrz dne, odnosz ce
si do punktu zerowego maszyny. Parametr maszynowy
7475 n ie ma na to żadnego wpływu.
Jeśli używamy cyklu G247, to nie możemy wej ść do
programu przy pomocy fun kcji Prze bieg bloków w przód.
W trybie pracy PGM Te st cykl G247 nie działa.