7 s l- cykl e g ru p a ii – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 318
294
8 Programowanie: Cykle
8.
7 S
L-
cykl
e g
ru
p
a
II
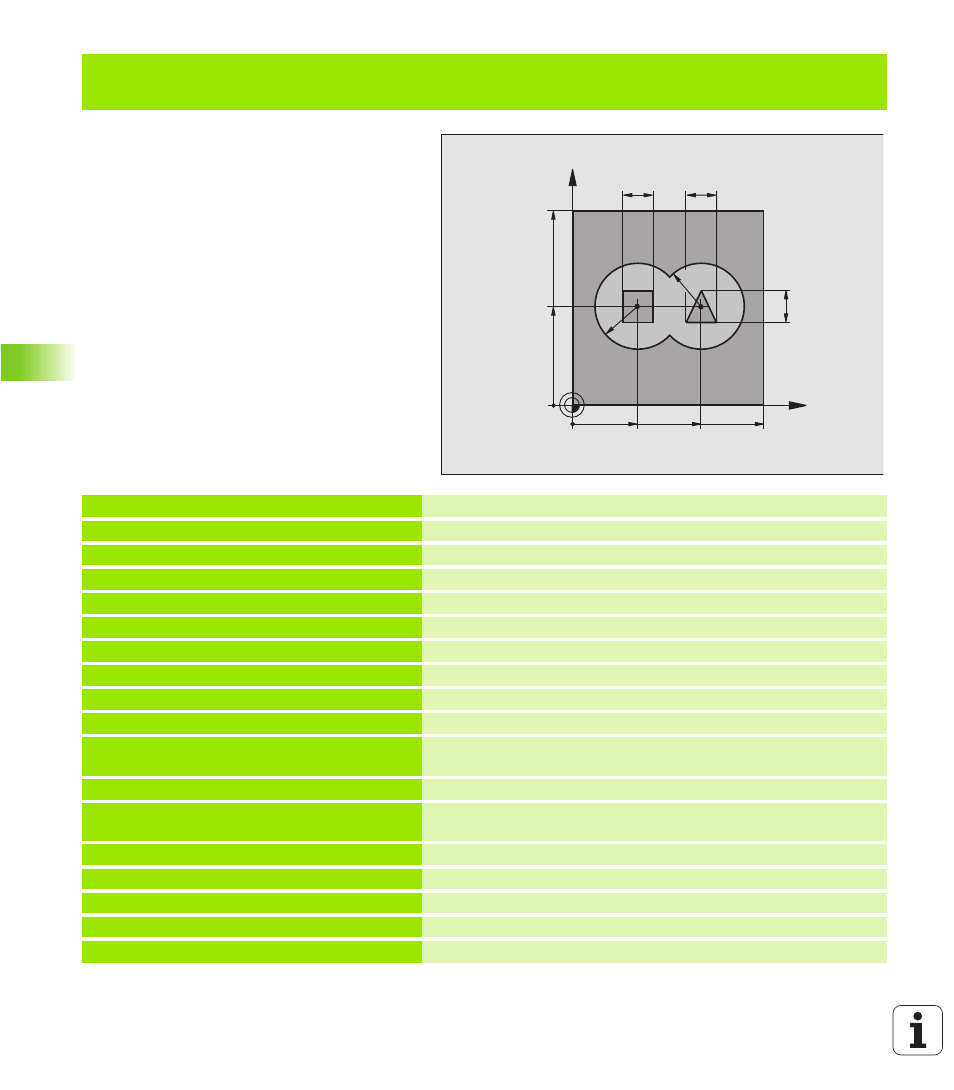
Przykład: Nakładaj ce si na siebie kontury wiercić i obrabiać wst pnie, obrabiać
na gotowo
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z 40 *
Definicja cz ści nieobrobion ej
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L +0 R +6 *
Definicja narz dzia wiertło
N40 G99 T2 L +0 R+ 6 *
Definicja narz dzia obróbka zgrubna/wykańczaj ca
N50 T1 G17 S4000 *
Wywołanie narz dzia wiertło
N60 G00 G40 G90 Z+250 *
Przemieścić narz dzie poza materiałem
N70 G37 P01 1 P02 2 P03 3 P04 4 *
Ustalić podprogramy konturu
N80 G120 DANE K ONTURU
Określić ogólne parametry obróbki
Q1= 20
;Gł B OK OŚĆ FREZOW ANI A
Q2=1
;NAK łADANIE SI TORÓW
K SZTAłTOWYCH
Q3=+0
;NADDATEK Z BO KU
Q4=+0
;NADDATEK NA
Gł B OKOŚCI
Q5=+0
;WSPł. P OWIER ZCHNI
Q6=2
;ODST P BEZPI ECZ.
Q7=+100 ;BEZPIECZNA WYSOK OŚĆ
Q8=0.1
;PROMIEŃ ZAOKR GLENIA
Q9= 1
;KIER UNEK OB ROTU
X
Y
35
50
100
100
16
16
R2
5
65
16
R
25