12 zarz dzanie paletami, Zastosowanie – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 109
HEIDENHAIN iTNC 530
85
4.
12
Z
ar
z
¹d
z
an
ie
p
al
et
am
i
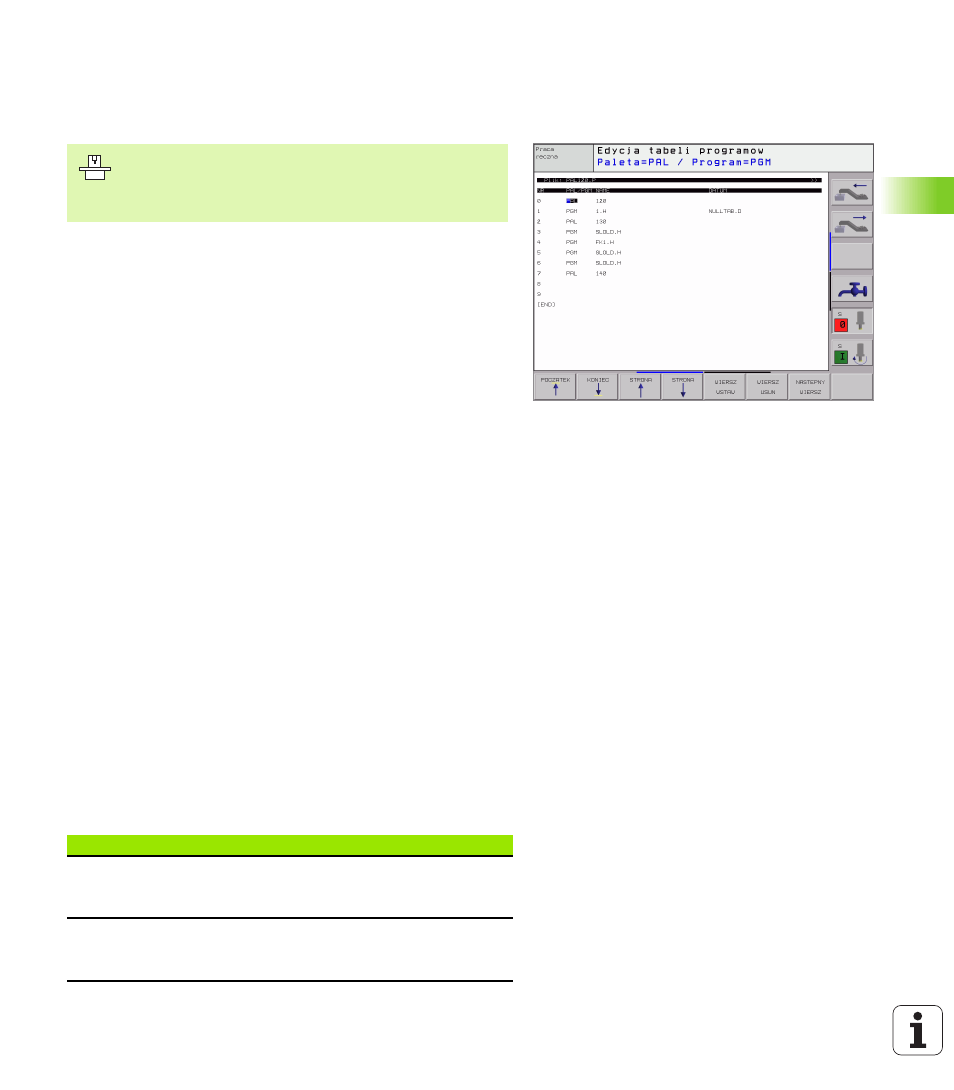
4.12 Zarz dzanie paletami
Zastosowanie
Tabele palet zostaj używane w centrach obróbkowych wraz z
urz dzeniami wymiany palet: Tabela palet wywołuje dla różnych
palet przynależne do n ich programy obróbki i aktywuj e przesuni cia
punktu zerowego lub/oraz tabele pun któw zerowych.
Można też używać tabeli pal et, aby odpracować je den po drugim
różne programy z różnymi punktami odniesienia.
Tabele palet zawie raj nast puj ce dane:
n
PAL/PGM (wpis konieczn ie wymagany):
Oznakowani e palety lub NC programu (klawiszem ENT lub NO
ENT wybrać)
n
NAZWA (wpis konieczni e wymagany):
Nazwa pale ty lub Nazwa programu. N azwy pale t u stala produ ce nt
maszyn (prosz u wzgl dnić i nformacje zawarte w podr czn iku
obsługi). Nazwy programów musz być wprowadzon e do pami ci
w tym samym skoroszycie jak i tabele palet, w przeciwnym razie
należy wprowadzić pełn nazw ście żki programu
n
DATA (wpis do wyboru):
Nazwa tabeli punktów zerowych. Tabele punktów zerowych musz
być wprowadzon e do pami ci w tym samym skoroszycie jak i
tabele palet, w przeciwnym razie należy wprowadzić pełn nazw
ścieżki tabeli pu nktów zerowych. Punkty zerowe z tabeli punktów
zerowych aktywuj e si w NC programie przy pomocy cyklu G53
PRZESUNI CIE PUNKTU ZEROWEGO
n
X, Y, Z (wpis do wyboru, in ne osie możliwe):
W przypadku nazw palet, zaprogramowane współrz dne odnosz
si do punktu zerowego maszyny. W przypadku NC programów,
programowane współrz dne odnosz si do punktu zerowego
palet. Te wpisy przepisuj punkt odn iesien ia, który został ostatnio
wyznaczon y przy rodzaju pracy R cznie. Przy pomocy funkcji
dodatkowej M104 możn a ostatnio wyznaczon y pu nkt odniesienia
znowu aktywować. Przy pomocy klawisza„Przej ć pozycj
rzeczywi st “, TNC wyświetla okno, do którego możn a wpisać
różne pun kty przez TNC jako punkty odniesienia (patrz tabela
pon iżej)
Zarz dzanie pale tami je st funkcj zależn od rodzaju
maszyny. Niżej zostaje opisany stan dardowy zakres
funkcji. Prosz dodatkowo zwrócić uwag na informacje
zawarte w podr czniku obsługi maszyny.
Położenie
Znaczenie
Wartości
rzeczywiste
Wprowadzić współrz dne aktualne go
położen ia narz dzia w odniesie niu do
aktywnego układu współrz dnych
Wartości
referencyjne
Współrz dne aktualnego położe nia narz dzia
w odniesieniu do pu nktu zerowego maszyny
wprowadzić