Przeci ganie (cykl g122), G122 rozwiercanie (koniecznie wymagane), 7 s l- cykl e g ru p a ii – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 309
HEIDENHAIN iTNC 530
285
8.
7 S
L-
cykl
e g
ru
p
a
II
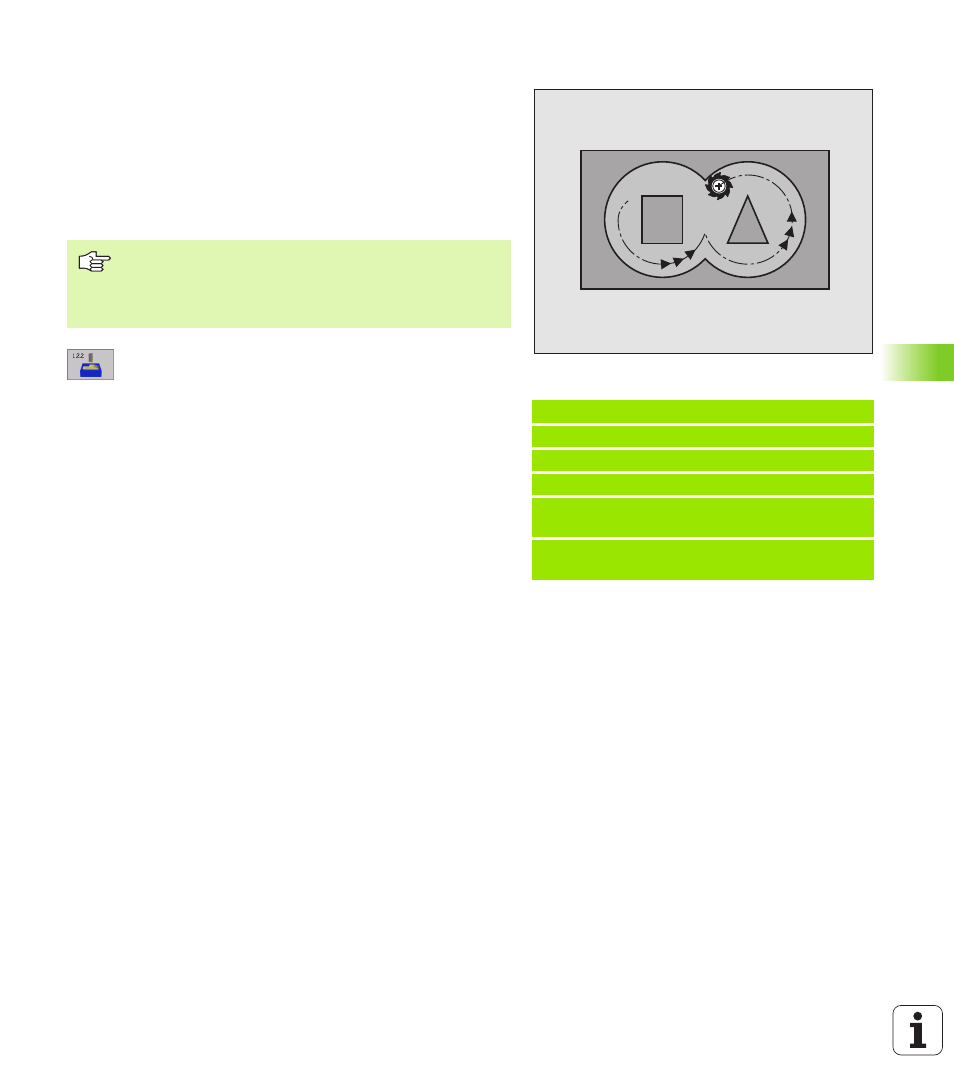
PRZECI GANIE (cykl G122)
1
T NC pozycjonu je narz dzie nad punkte m wci cia; przy tym
u wzgl dn iany jest naddatek na obróbk wykańczaj c z boku
2
Na pierwszej gł bokości dosuwu narz dzie frezuj e z posuwem
frezowania Q12 kontur od wewn trz na zewn trz
3
Przy tym kontury wysepki zostaj (tu: C/D) przy pomocy zbliżenia
do konturu kieszeni (tu: A/B) wyfrezowane
4
Nast pnie TNC obrabia kontur kieszeni n a gotowo i przemieszcza
n arz dzie z powrotem na Be zpieczn wysokość
U
U
U
U
G ł bokość dosuwu Q10 (przyrostowo): Wymiar, o
j aki n arz dzie zostaje każdorazowo dosuni te.
U
U
U
U
Posuw dosuwu wgł bnego Q11: Posuw
pogł bienia w mm/min
U
U
U
U
Posuw rozwiercania Q12: Posu w frezowan ia w
mm/min
U
U
U
U
Numer narz dzia przeci gania Q18: Numer
n arz dzia, przy pomocy którego TNC dokon ało
wst pnego przeci gania. Jeżel i nie dokonano
wst pnego przeci gania, to prosz wprowadzić „0“;
j eśli wprowadzimy tu określ ony n umer, TNC
rozwierca tylko ten fragmen t, który nie mógł zostać
obrobion y przy pomocy narz dzia wst pnego
przeci gania.
Jeże li nie można najechać bezpośrednio obszaru
przeci gania na gotowo, to TNC wcina si ruchem
wahadłowym; w tym celu należy zdefiniować w tabeli
n arz dzi TOOL.T , (patrz „Dane o narz dziach”,
stron ie 103) długość kraw dzi skrawaj cych LCUTS
i maksymalny k t zagł bien ia narz dzia ANGLE. W
przeciwnym wypadku TNC wydaje komunikat o
bł dach
U
U
U
U
Posuw ruchu wahadłowego Q19: Posuw ruchem
wahadłowym w mm/min
Przykład: NC bloki
N59 G122 PRZECI G ANI E
Q10=+5
;Gł B OKOŚĆ DOSUWU
Q11=100 ;POS UW WGł B NY
Q12=350 ;POS UW PR ZECI GANIA
Q18=1
;NARZ DZIE DO
PR ZECI GANIA
Q19=150 ;POS UW RUCHEM
WAHADłOWYM
C
D
A
B
Prosz uwzgl dnić przed programowaniem
W danym przypadku prosz użyć freza z tn cym przez
środek z bem czołowym (DIN 844), albo wywiercić
wst pnie przy pomocy cyklu G121.