1 praca z cyklami, Definiowanie cyklu przez softkeys – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 212
188
8 Programowanie: Cykle
8
.1 P
rac
a z
c
ykl
am
i
8.1 Praca z cyklami
Powtarzaj ce si cz sto rodzaje obróbki, które obejmuj kilka
etapów obróbki, s wprowadzone do pami ci TNC w postaci cykli.
Także przeliczen ia współrz dnych i niektóre funkcje specjalne s
oddane do dyspozycji w postaci cykli (patrz tabela nast pna strona).
Cykle obróbki z numerami od 200 wzwyż używaj Q parametrów jako
parametrów przekazu. Parametry o tej samej funkcji, które T NC
wykorzystuje w różnych cyklach, maj zawsze ten sam numer: np.
Q200 to zawsze odst p bezpieczeń stwa, Q202 zawsze gł bokość
dosuwu itd.
Definiowanie cyklu przez Softkeys
U
U
U
U
Pasek Softkey pokazuje różne grupy cykl i
U
U
U
U
Wybrać grupy cykli, np. Cykle wiercen ia
U
U
U
U
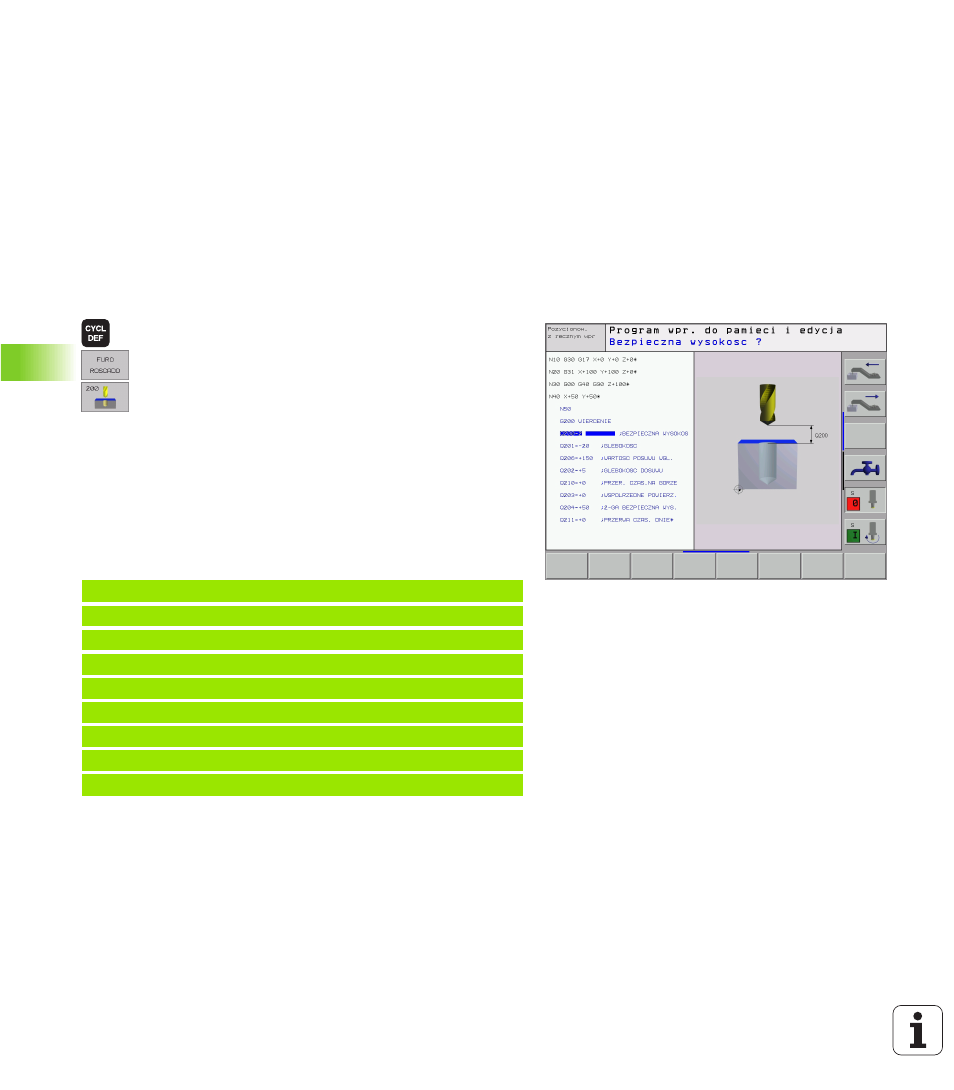
Wybrać cykl, np. WIERCENIE. TN C otwiera dialog i
zapytuje o wszystki e wprowadzane dane,
jednocześnie TNC wyświ etla na prawej połowie
ekranu grafik , w której maj cy być wprowadzonym
parame tr zostaje jasno podświetlony
U
U
U
U
Prosz wprowadzić ż dan e przez TNC parametry i
zakończyć wprowadzani e danych klawiszem ENT
U
U
U
U
TNC zakoń czy dialog, kiedy zostan wprowadzone
wszystkie niezb dne dane
NC blok przykładowy
N10 G200 WI ERCENI E
Q200=2
;ODST P BEZPI ECZ.
Q201=3
;Gł B OK OŚĆ
Q206=150
;POSUW W Gł BNY
Q202=5
;Gł B OK OŚĆ DOSUW U
Q210=0
;PRZERW A CZAS. U GÓR Y
Q203=+0
;WSPł. P OWIER ZCHNI
Q204=50
;2. ODST P BEZPI ECZ.
Q211=0.25
;PRZERW A CZASOWA U DOłU