Odbicie lustrzane (cykl g28), G28 odbicie symetryczne odbicie lustrzane konturów – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 350
326
8 Programowanie: Cykle
8
.1
0
C
y
k
le
dl
a
pr
z
e
li
c
z
a
ni
a
w
s
pó³
rz
ê
dn
y
c
h
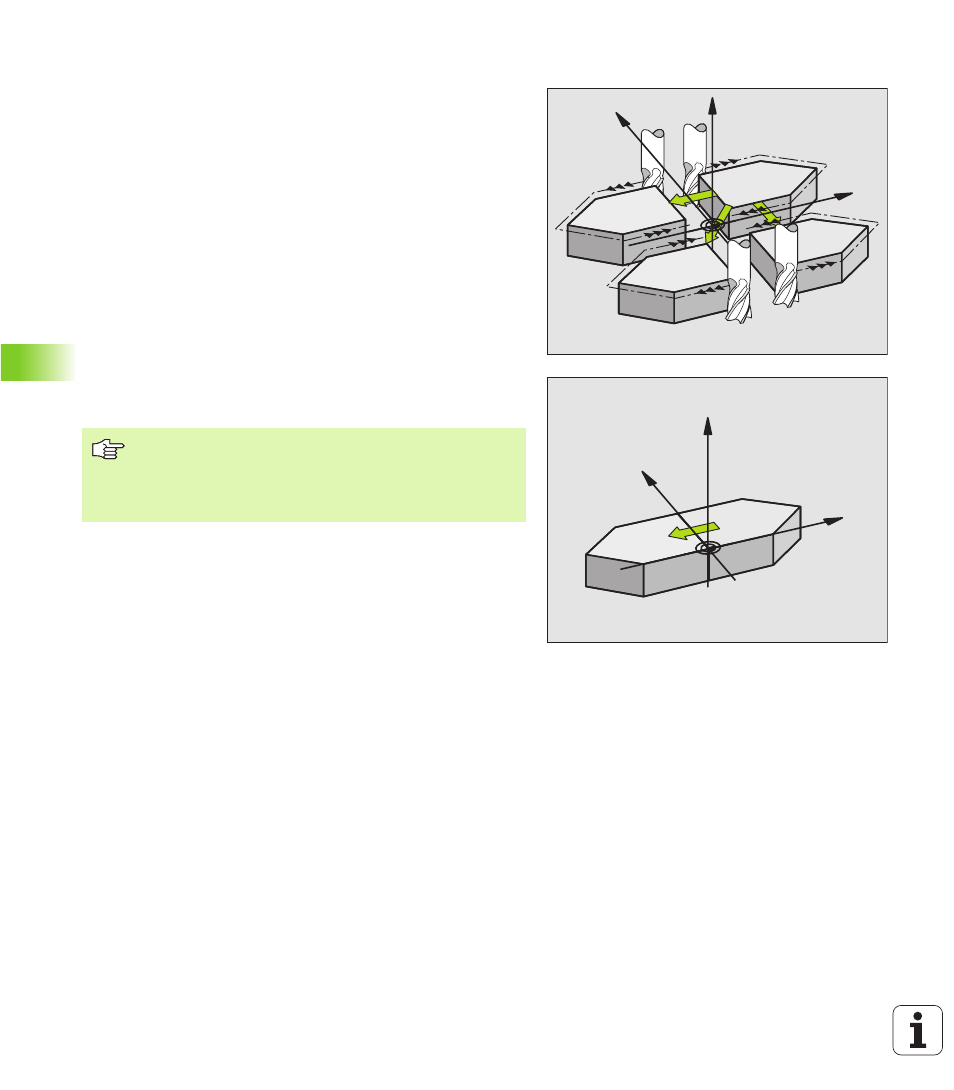
ODBICIE LUSTRZANE (cykl G28)
TNC może wypełniać obróbk na płaszczyźni e obróbki z odbiciem
lustrzanym.
Działanie
Odbicie lustrzane działa w programi e od j ego zdefiniowania. Działa
on także w rodzaju pracy Pozycjon owanie z r cznym
wprowadzanie m danych. T NC pokazuje w dodatkowym wskazaniu
stanu aktywne osie odbicia lustrzanego.
n
Jeśli tylko jedn a oś ma być poddana odbiciu lustrzanemu, zmienia
si kieru nek obiegu narz dzia. T a zasada nie obowi zuje w
przypadku cykli obróbkowych.
n
Jeśli dwie osie zostaj poddan e odbiciu lustrzane mu , kierunek
obiegu narz dzia pozostaje nie zmieniony.
Rezultat odbicia lu strzanego zależy od położen ia punktu zerowe go:
n
Punkt zerowy leży na przewidzianym do odbicia kontu rze: Elemen t
zostaje odbi ty symetrycznie bezpośre dnio w pu nkcie zerowym;
n
Punkt zerowy leży na przewidzianym do odbicia kontu rze: Elemen t
przesuwa si dodatkowo;
Y
X
Z
Y
X
Z
Jeśli odbijamy tyl ko jedn oś, to zmie nia si ki erunek
obiegu n owych cykli obróbkowych z n umerem 200. W
przypadku starszych cykli obróbkowych, jak np cykl 4
FREZOWANIE KIESZENI, kie runek obiegu pozostaje ten
sam.