HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 264
240
8 Programowanie: Cykle
8.
3 C
ykl
e d
la w
ier
c
en
ia
, g
w
in
to
w
an
ia i
f
rez
o
w
an
ia g
w
in
tó
w
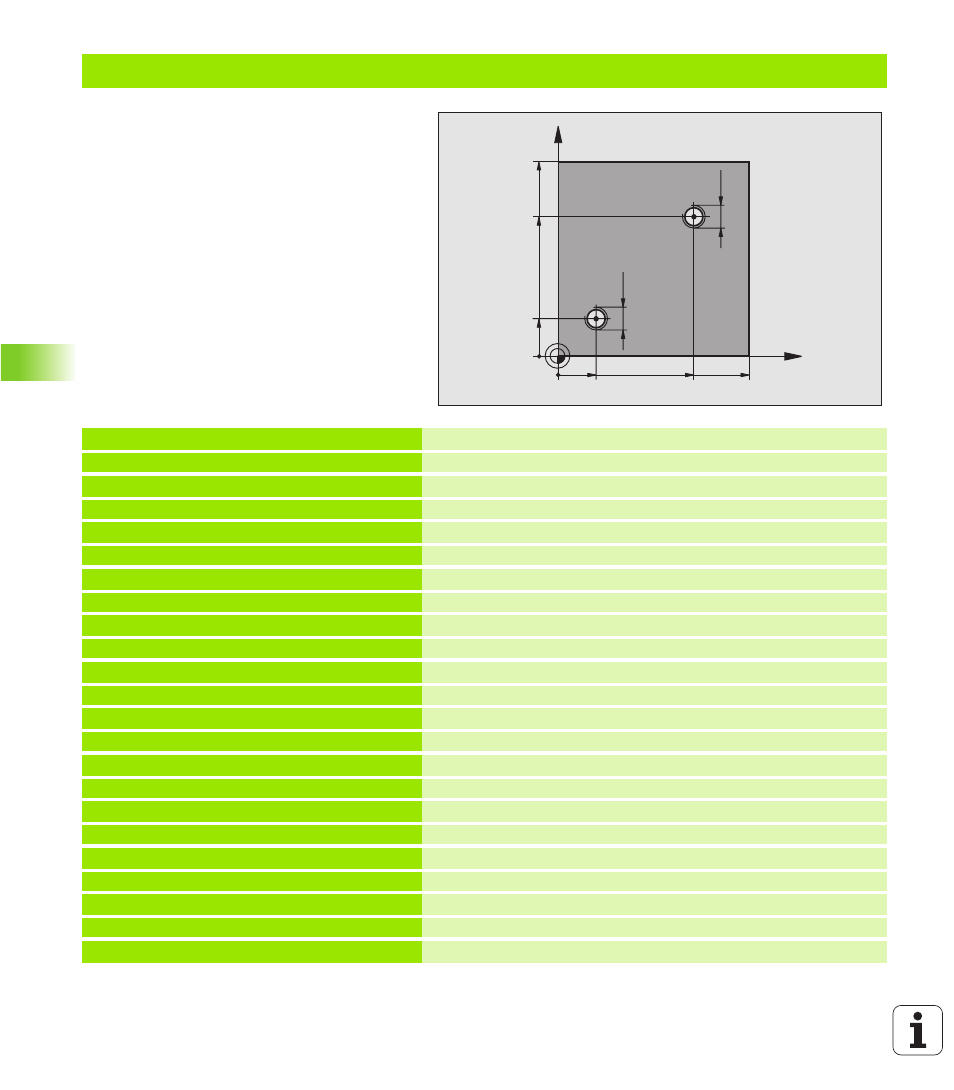
Przykład: Cykle wiercenia
Przebieg programu
n
Cykl wiercenia programować w programie
głównym
n
Zaprogramować obróbk w podprogramie,
patrz „Podprogramy”, stronie 343
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z 20 *
Definicja cz ści nieobrobion ej
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L +0 R +6 *
Definicja narz dzia
N40 T1 G17 S4500 *
Wywołanie narz dzia
N50 G00 G40 G90 Z+250 *
Przemieścić narz dzie poza materiałem
N60 G86 P01 +30 P02 1,75 *
Definicja cyklu nacinanie gwintu
N70 X+20 Y+ 20 *
Dosun ć narz dzie do wiercen ia 1
N80 L1,0 *
Wywołać podprogram 1
N90 X+70 Y+ 70 *
Dosun ć narz dzie do wiercen ia 2
N100 L1,0 *
Wywołać podprogram 1
N140 G00 Z+250 M 2 *
Wysu n ć narz dzie z mate riału, koniec programu główn ego
N120 G98 L1 *
Podprogram 1: Nacinanie gwin tu
N130 G36 S0 *
Określić k t wrzeciona dla orie ntacj i
N140 M19 *
Zorien tować wrzeciono (powtórne nacin an ie możliwe)
N150 G01 G91 X 2 F1000 *
Przesun ć narz dzie dla bezkolizyjn ego zagł bien ia (zależne od
przekroju rdzenia i n arz dzia)
N160 G90 Z 30 *
Najechać na gł bokość startow
N170 G91 X +2 *
Narz dzie ponownie na środek wiercenia
N180 G79 *
Wywołać cykl 18
N190 G90 Z+5 *
wysun ć narz dzie z materiału
N200 G98 L0 *
Koniec podprogramu 1
N999999 % C18 G71 *
X
Y
20
20
100
100
70
70
M12
M12