Frezow.na got . powierzchni bocznych (cykl g124), 7 s l- cykl e g ru p a ii, Frezow.na got. powierzchni bocznych (cykl g124) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 311
HEIDENHAIN iTNC 530
287
8.
7 S
L-
cykl
e g
ru
p
a
II
FREZOW.NA GOT. POWIERZCHNI BOCZNYCH
(cykl G124)
TNC prze mie szcza narz dzie na torze kołowym stycznie do konturu
cz ściowego (wycinkowego). Każdy kontur cz ściowy zostaje
oddzielnie obrabiany na gotowo.
U
U
U
U
Kierunek obrotu ? Zgodnie z ruchem wskazówek
zegara = 1 Q9:
Ki erunek obróbki:
+ 1: Kie runek obróbki w kierun ku prze ci wnym do
ruchu wskazówek zegara:
– 1:Obrót zgodnie z ruch em wskazówek zegara
(RWZ)
U
U
U
U
G ł bokość dosuwu Q10 (przyrostowo): Wymiar, o
j aki n arz dzie zostaje każdorazowo dosuni te.
U
U
U
U
Posuw dosuwu wgł bnego Q11: Posuw
zagł biani a
U
U
U
U
Posuw rozwiercania Q12: Posu w frezowan ia
U
U
U
U
Naddatek dla obróbki wykańczaj cej z boku
Q14(przyrostowo): Naddatek dla kilkakrotnej
obróbki wykańczaj cej; ostatn ia warstwa materiału
n a obróbk wykańczaj c zostanie rozwercona, je śli
wprowadzimy Q14 = 0
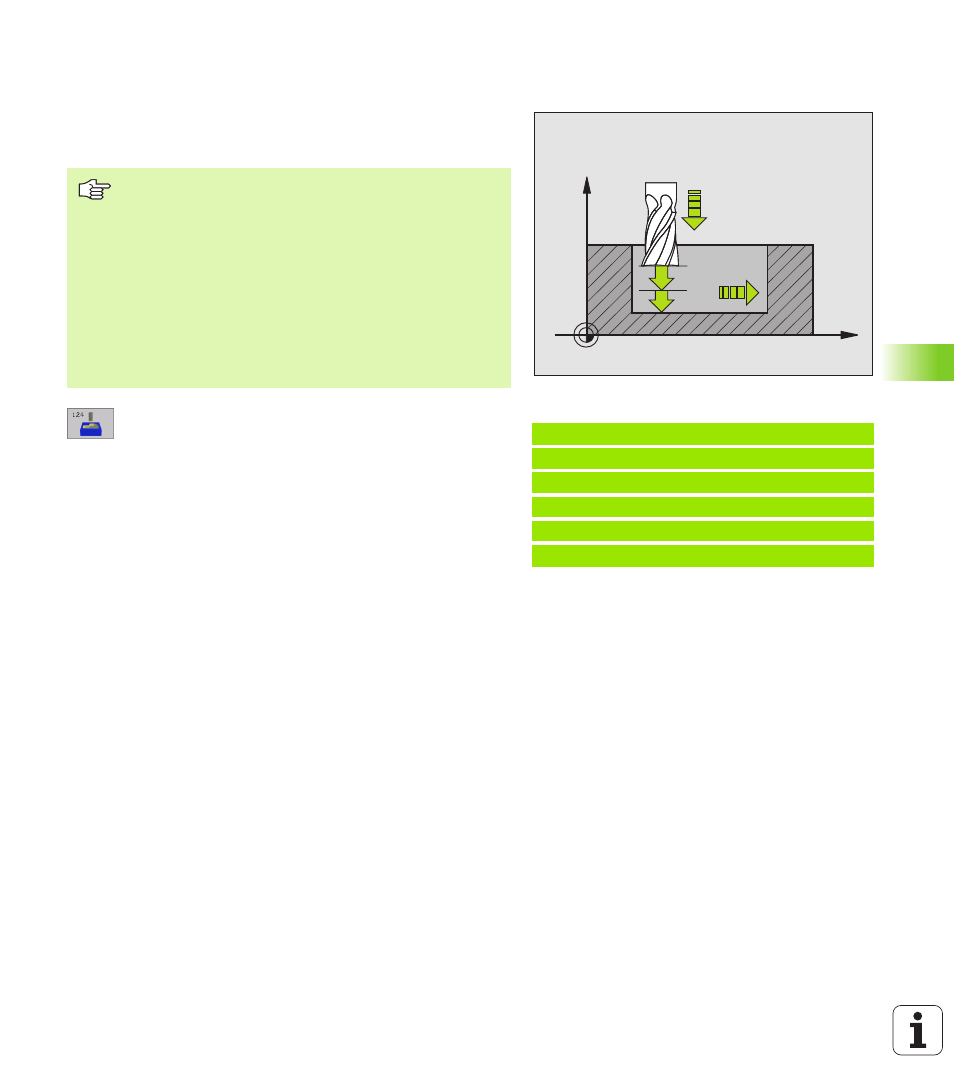
Przykład: NC bloki
N61 G124 OBR ÓBK A NA GOTOWO B OK U
Q9=+1
;K IERUNEK OBROTU
Q10=+5
;Gł B OKOŚĆ DOSUWU
Q11=100
;POS UW WGł B NY
Q12=350
;POS UW PR ZECI GANIA
Q14=+0
;NADDATEK Z BOK U
X
Z
Q11
Q12
Q10
Prosz uwzgl dnić przed programowaniem
Su ma n addatku obróbki na got. boku(Q14) i promienia
narz dzia obróbki na gotowo musi być mniejsza niż suma
naddatku obróbki na got. boku (Q3, cykl G 120) i
promien ia narz dzia przeci gania.
Jeśli odpracowujemy cykl G124 bez uprzednie go
rozwierceni a z cyklem G122, to obowi zuje pokazan e
uprzednio obliczeniu; promień rozwie rtaka ma wówczas
wartość „0“.
TNC samo ustala punkt startu dla obróbki wykańczaj cej.
Pun kt startu zależy od ilości miejsca w wybraniu.