Przeszlifowanie naroży: m90 – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 189
HEIDENHAIN iTNC 530
165
7.
4
F
u
n
kc
je d
o
d
at
k
o
w
e
d
la z
ac
h
o
w
an
ia s
iê n
ar
z
êd
z
i
n
a
to
rz
e
ks
z
ta³
to
w
ym
7.4 Funkcje dodatkowe dla
zachowania si narz dzi na
torze kształtowym
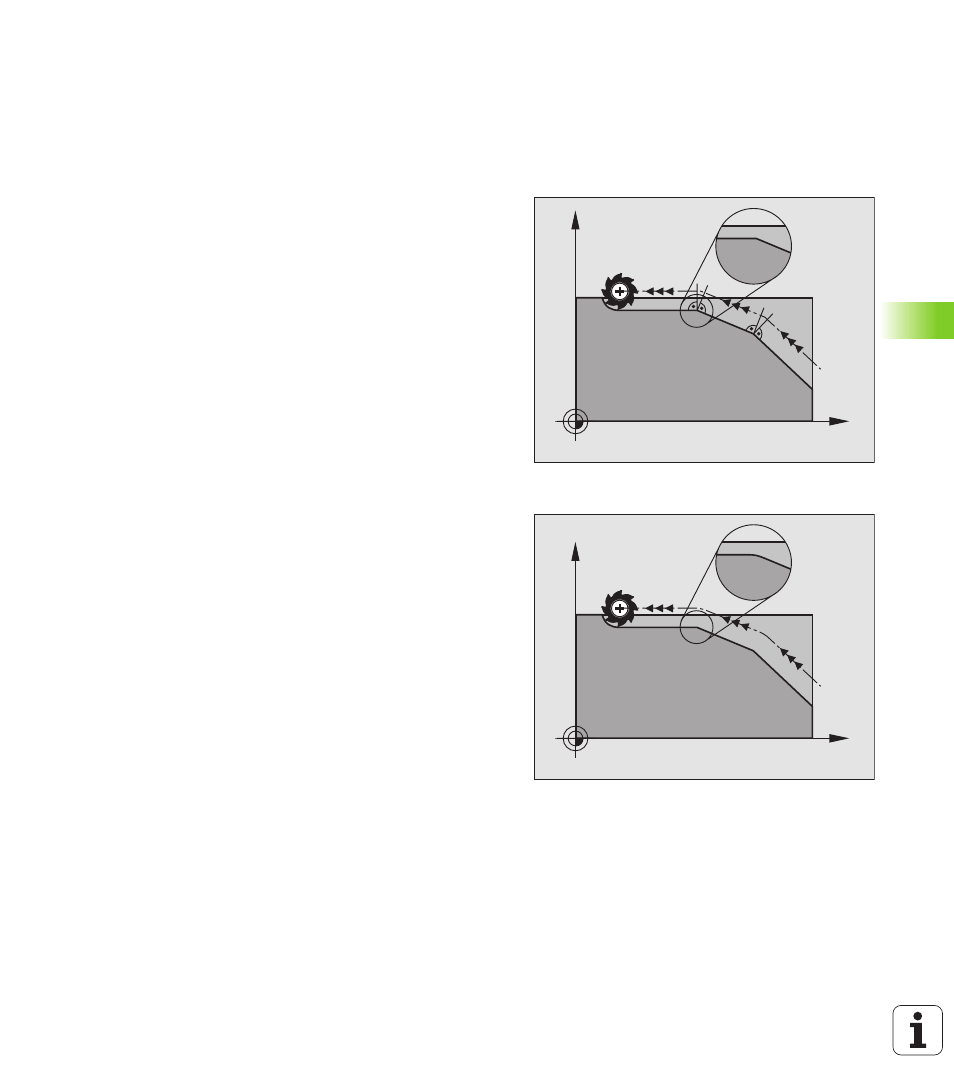
Przeszlifowanie naroży: M90
Post powanie standardowe
TNC zatrzymu je w blokach pozycjonowan ia bez korekcji promienia
narz dzia dane narz dzie na krótko przy narożach (zatrzyman ie
dokładnościowe).
W przypadku bloków programowania z korekcj promie nia (G41/
G42) T NC wł cza na narożach ze wn trznych automatycznie okr g
przejściowy.
Post powanie z M90
Narz dzie zostaje prowadzone na n arożn ych przejściach ze stał
pr dkości torow : Prze szlifować naroża i powierzchnia
obrabianego przedmiotu b dzie gładsza. Dodatkowo skraca si
czas obróbki. Patrz rysunek po prawej stronie na środku.
Przykład zastosowania: Powi erzchnie składaj ce si z krótkich
prostych odcinków.
Działanie
M90 działa tyl ko w tym bloku programowym, w którym jest M90
zaprogramowana.
M90 zadziała na pocz tku bl oku. Praca z odst pem opóźnienia
(odst p stanowi cy różnic pomi dzy pozycj rzeczywist i zadan
narz dzia w danym momen ci e) musi być wybrana.
X
Y
X
Y