Frezowanie metod wierszowania (cykl g230) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 337
HEIDENHAIN iTNC 530
313
8.
9 C
ykl
e
d
la
fr
e
z
o
w
an
ia
m
et
o
d
¹
w
ier
s
z
o
w
an
ia
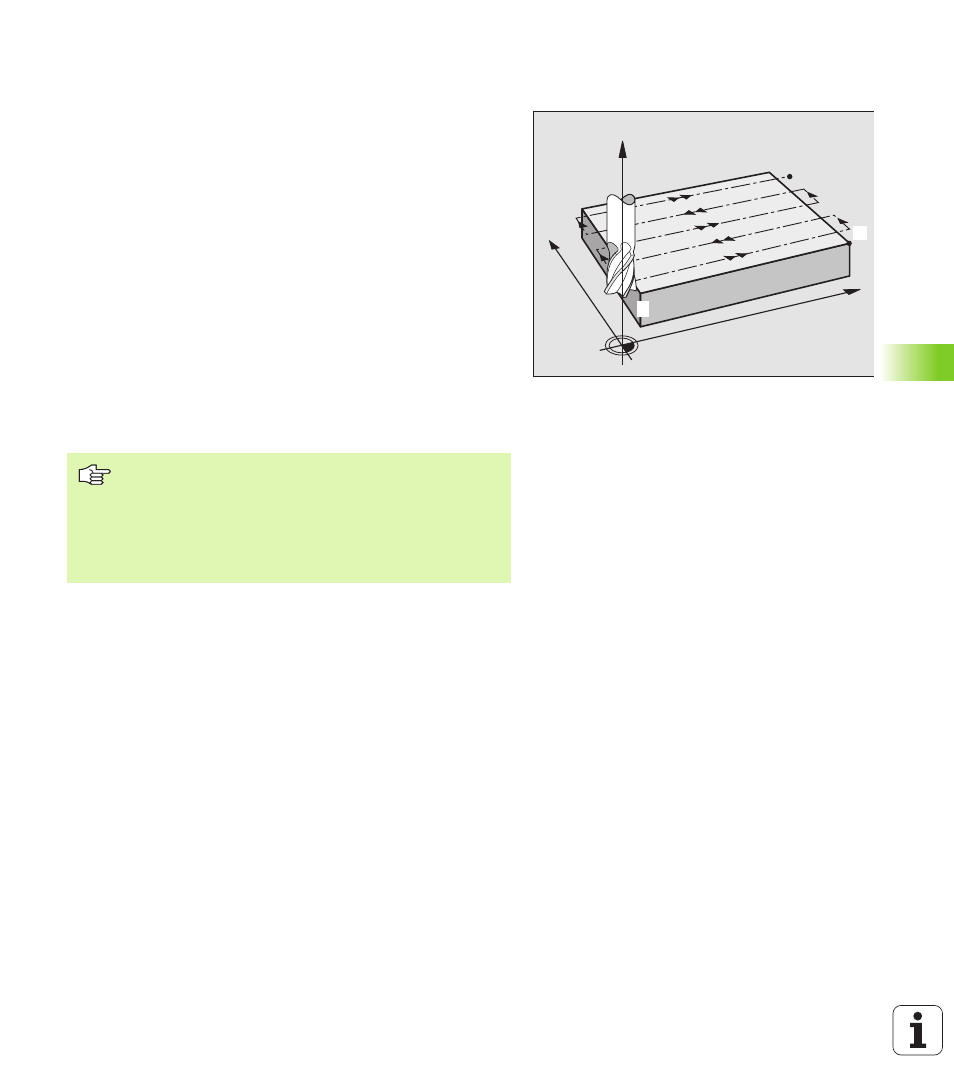
FREZOWANIE METOD WIERSZOWANIA
(cykl G230)
1
T NC pozycjonu je narz dzie na biegu szybkim z aktualn ej pozycji
n a płaszczyźnie obróbki do pun ktu startu
1
; TNC przesuwa
n arz dzie przy tym o wartość promienia narz dzia na lewo i w
gór
2
Nast pnie n arz dzie przemieszcza si na biegu szybkim w osi
wrze ci ona na Bezpieczn wysokość i pote m z posuwem dosuwu
wgł bnego na zaprogramowan pozycj startu w osi wrzeciona
3
Nast pnie n arz dzie przemieszcza si z zaprogramowanym
posuwem fre zowania do punktu końcowego
2
; punkt końcowy
T NC obl icza z zaprogramowan ego punktu startu ,
zaprogramowanej długości i promienia narz dzia
4
T NC przesuwa narz dzie z posuwem frezowania poprze cznie do
punktu startu nast pnego wie rsza; T NC obl icza przesu ni cie z
zaprogramowanej szerokości i l iczby ci ć (przejść)
5
Potem n arz dzie powraca w kierun ku u jemnym 1 szej osi
6
F rezowanie wierszowaniem powtarza si , aż wprowadzona
powierzchni a zostan ie całkowicie obrobiona
7
Na koniec T NC przemieszcza narz dzie n a biegu szybkim z
powrotem na Be zpieczn wysokość
X
Y
Z
1
1
1
2
Prosz uwzgl dnić przed programowaniem
TNC pozycjon uje narz dzi e z aktualnej pozycj i najpierw
na płaszczyźnie obróbki i nast pn ie w osi wrze ciona do
punktu startu.
Tak wypozycjonować narz dzie, aby ni e mogło dojść do
kol izji z przedmiotem lub mocowadłami.