7 s l- cykl e g ru p a ii – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 305
HEIDENHAIN iTNC 530
281
8.
7 S
L-
cykl
e g
ru
p
a
II
TNC oblicza punkty przeci cia S1 i S2, one nie musz zostać
zaprogramowane.
Wybran ia s programowane jako koła pełne.
Podprogram 1: Kieszeń A:
Podprogram 2: Kieszeń B
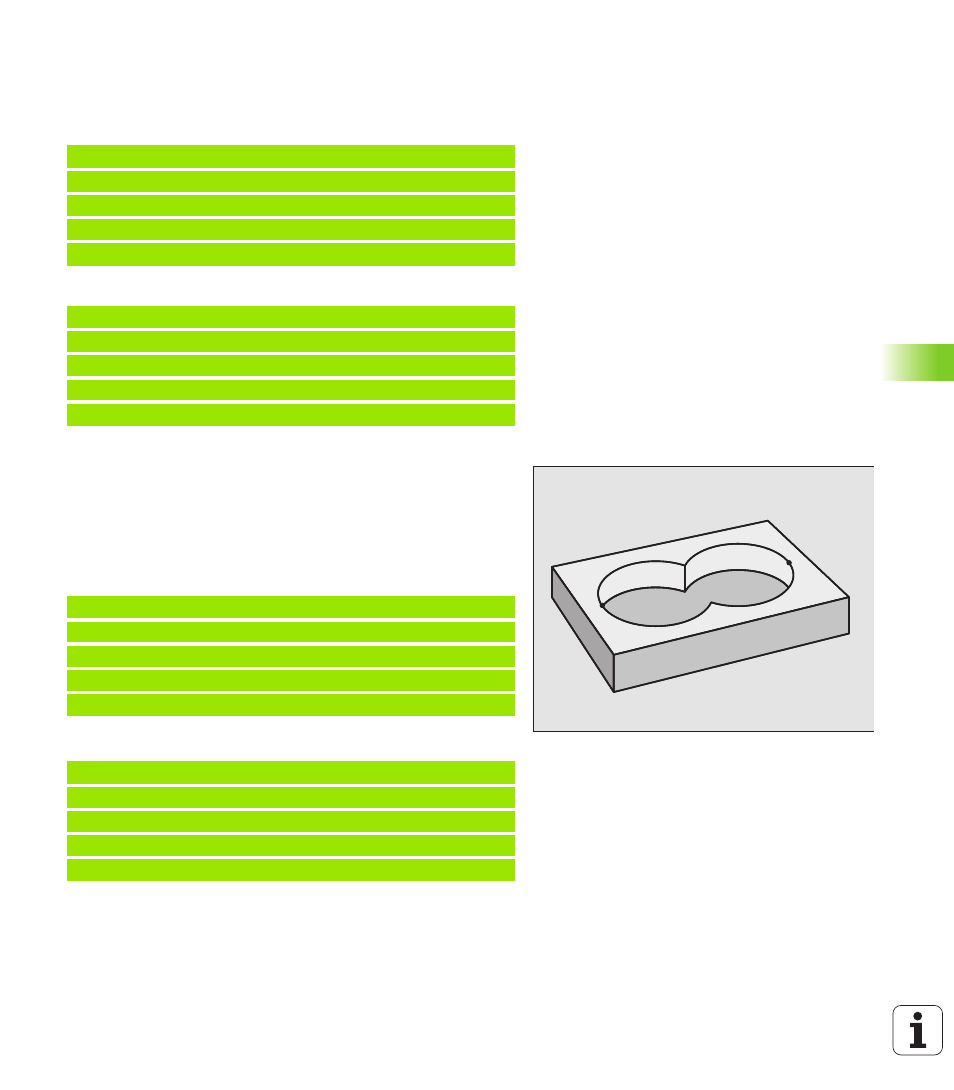
„Powierzchnia “sumowa
Obwydwie powierzchn ie wycinkowe A i B ł czn ie z powierzchni
nakładania si maj zostać obrobione:
n
Powierzchnie A i B mu sz być kieszeniami.
n
Pierwsze wybranie (w cykl u G37) musi rozpoczynać si poza
dru gim wybraniem.
Powierzch nia A:
Powierzch nia B:
N510 G98 L1 *
N520 G01 G42 X+10 Y+50 *
N530 I+ 35 J+50 *
N540 G02 X+10 Y+50 *
N550 G98 L0 *
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+ 65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *
A
B
N510 G98 L1 *
N520 G01 G42 X+10 Y+50 *
N530 I+ 35 J+50 *
N540 G02 X+10 Y+50 *
N550 G98 L0 *
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+ 65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *