HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 281
HEIDENHAIN iTNC 530
257
8.
4 C
ykl
e d
la
fr
ez
o
w
an
ia ki
es
z
en
i,
c
z
o
p
ó
w
i
r
o
w
kó
w
w
p
u
s
to
w
y
c
h
U
U
U
U
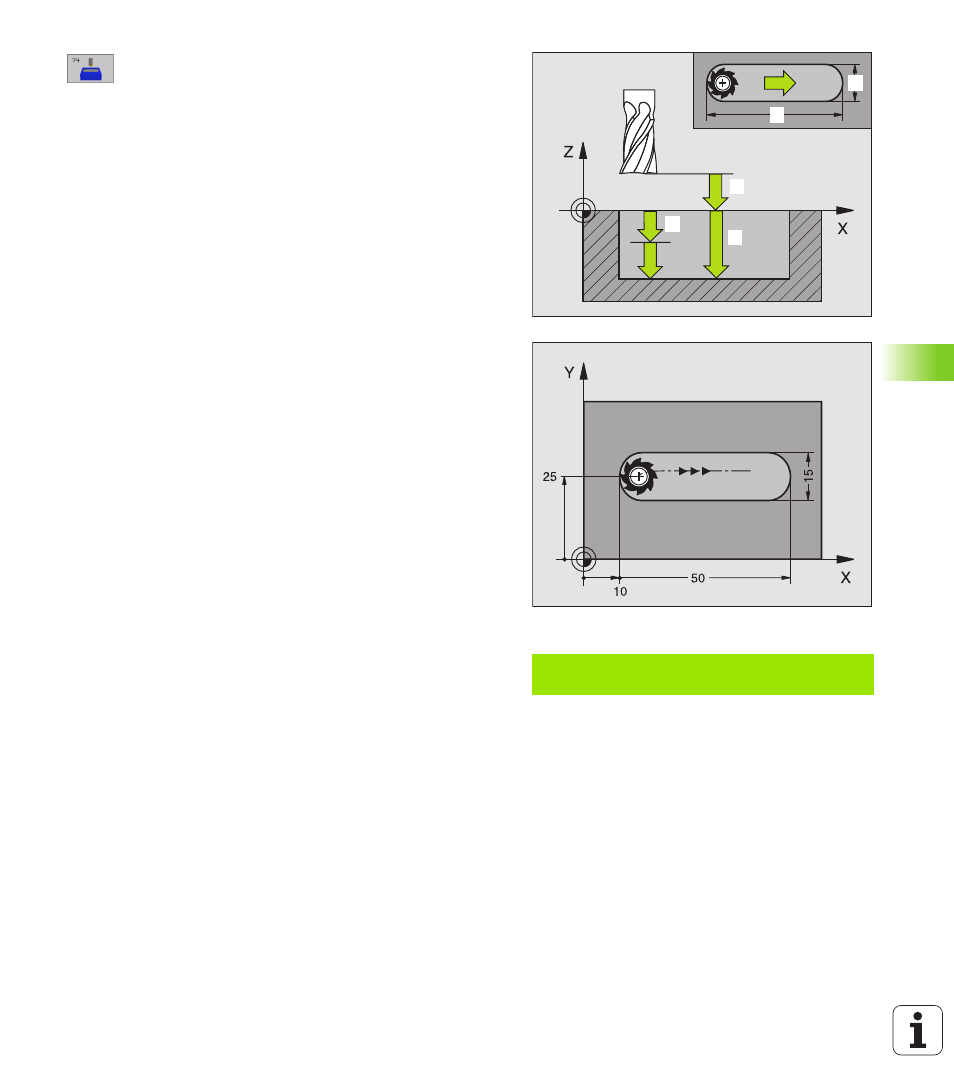
O dst p bezpieczeństwa
1
(przyrostowo): Odst p
wierzchołek ostrza narz dzia (pozycja startu) –
powierzchni a obrabianego przedmiotu
U
U
U
U
G ł bokość frezowania
2
(przyrostowo): Odst p
powierzchni a obrabianego przedmiotu – dno
kieszeni
U
U
U
U
G ł bokość dosuwu
3
(przyrostowo): Wymiar, o jaki
n arz dzie zostaje każdorazowo dosuni te; TNC
zjeżdża jednym chodem roboczym n a gł bokość
j eśli:
n
Gł bokość dosuwu i gł bokość s sobie równe
n
Gł bokość dosuwu jest wi ksza niż gł bokość
U
U
U
U
Posuw wgł bny: Pr dkość przemieszczenia przy
n acinaniu
U
U
U
U
1. Długość kraw dzi bocznej
4
: Długość rowka,
1. kierunek przejścia określić poprzez znak liczby
U
U
U
U
2. Długość kraw dzi bocznej
5
: Szerokość rowka
U
U
U
U
Posuw F: Pr dkość przemieszczenia narz dzia na
płaszczyźnie obróbki
Przykład: NC bloki
N44 G 74 P01 2 P 02 20 P0 5 P04 100
P 05 X+80 P06 Y+12 P07 275 *
1
2
1
3
1
4
1
5
1