W st eczne pogł bianie (cykl g204) – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 231
HEIDENHAIN iTNC 530
207
8.
3 C
ykl
e d
la w
ier
c
en
ia
, g
w
in
to
w
an
ia i
f
rez
o
w
an
ia g
w
in
tó
w
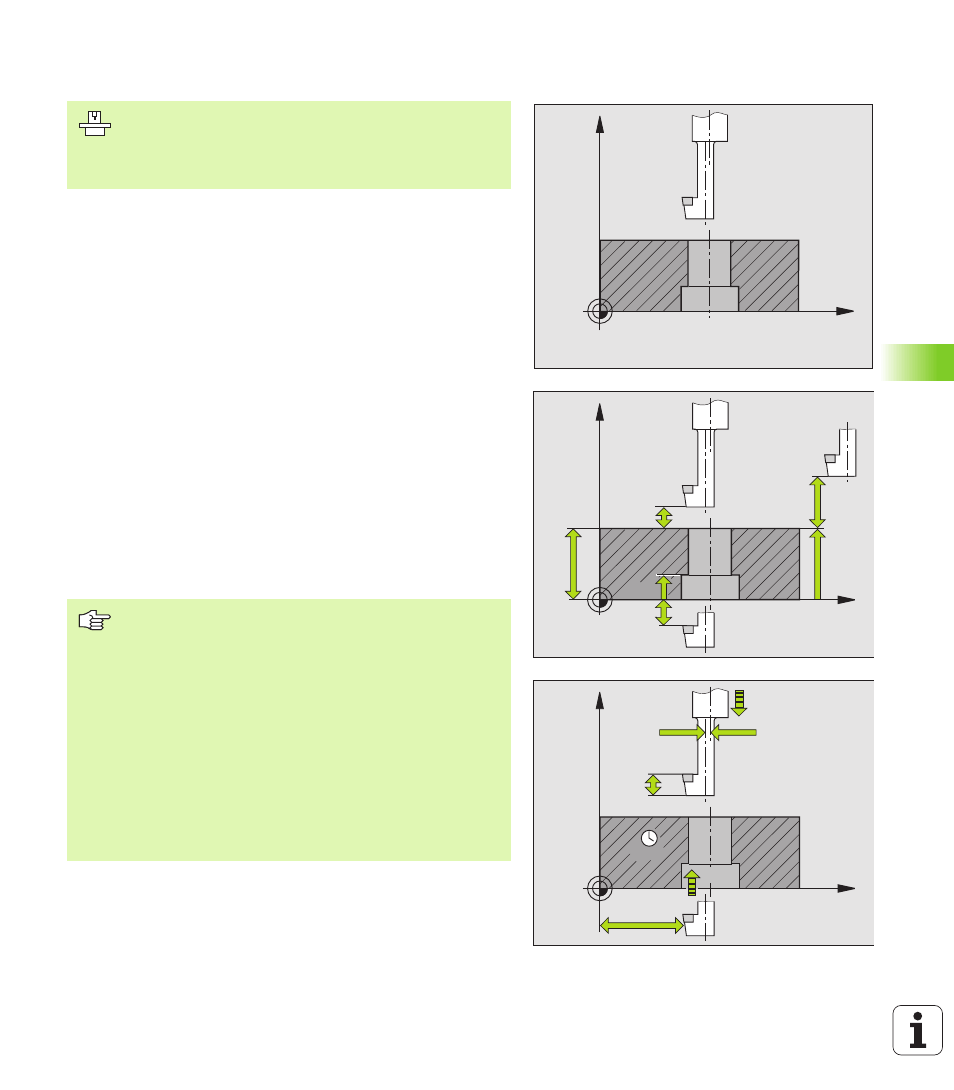
WSTECZNE POGŁ BIANIE (cykl G204)
Przy pomocy tego cyklu wytwarza si pogł bi enia, które znajduj si
na dolnej stronie obrabian ego przedmiotu.
1
T NC pozycjonuj e narz dzie w osi wrzeciona na biegu szybkim na
Bezpie czn wysokość nad powierzch ni obrabiane go
przedmiotu
2
T am TNC przeprowadza ori entacj wrzeciona do 0° pozycji i
przesuwa narz dzie o wymiar mimośrodu
3
Nast pnie n arz dzie zagł bia si z posuwem posu wem
pozycjonowania wst pnego w rozwi ercony odwiert, aż ostrz
znajdzie si na Bezpiecznej wysokości pon iżej dolnej kraw dzi
obrabianego przedmiotu
4
TNC przemieszcza narz dzie ponownie n a środek odwiertu,
wł cza wrzeciono i jeśl i zachodzi potrzeba ch łodziwo i
przemieszcza n arz dzie z posuwem pogł biania na zadan
gł bokość pogł biania
5
Jeśli wprowadzono, narz dzi e przebywa na dnie pogł bienia i
wysuwa si ponownie z odwiertu, TNC przeprowadza orien tacj
wrze ci ona i przesuwa je ponownie o wymiar mimośrodu
6
Nast pnie T NC przemieszcza narz dzie z posuwem
pozycjonowania wst pnego n a Bezpieczn wysokość i z tamt d –
j eśli wprowadzono– na biegu szybkim na 2 g Bezpie czn
wysokość.
X
Z
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
Maszyna i TNC musz być przygotowane przez
producenta maszyn.
Ten cykl pracuje tylko z tak zwan ymi wytaczadłami
wste cznymi.
Prosz uwzgl dnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwie rtu) płaszczyzny obróbki z korekcj
promien ia G40.
Znak l iczby parametru cyklu Gł bokość określa kieru nek
pracy przy pogł bian iu. Uwaga: Dodatni znak liczby
pogł bia w kierunku dodatniej osi wrzeciona.
Tak wprowadzić długość wrzeciona, że nie kraw dź
ostrza, lecz kraw dź dolna wytaczadła była
wymiarowana.
TNC uwzgl dnia przy obliczan iu punktu startu
pogł bienia długość kraw dzi ostrza wytaczadła i
grubość materiału .