Gwintowanie z uchwytem wyrównawczym (cykl g84), G84 gwintowanie z uchwytem wyrównawczym – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 237
HEIDENHAIN iTNC 530
213
8.
3 C
ykl
e d
la w
ier
c
en
ia
, g
w
in
to
w
an
ia i
f
rez
o
w
an
ia g
w
in
tó
w
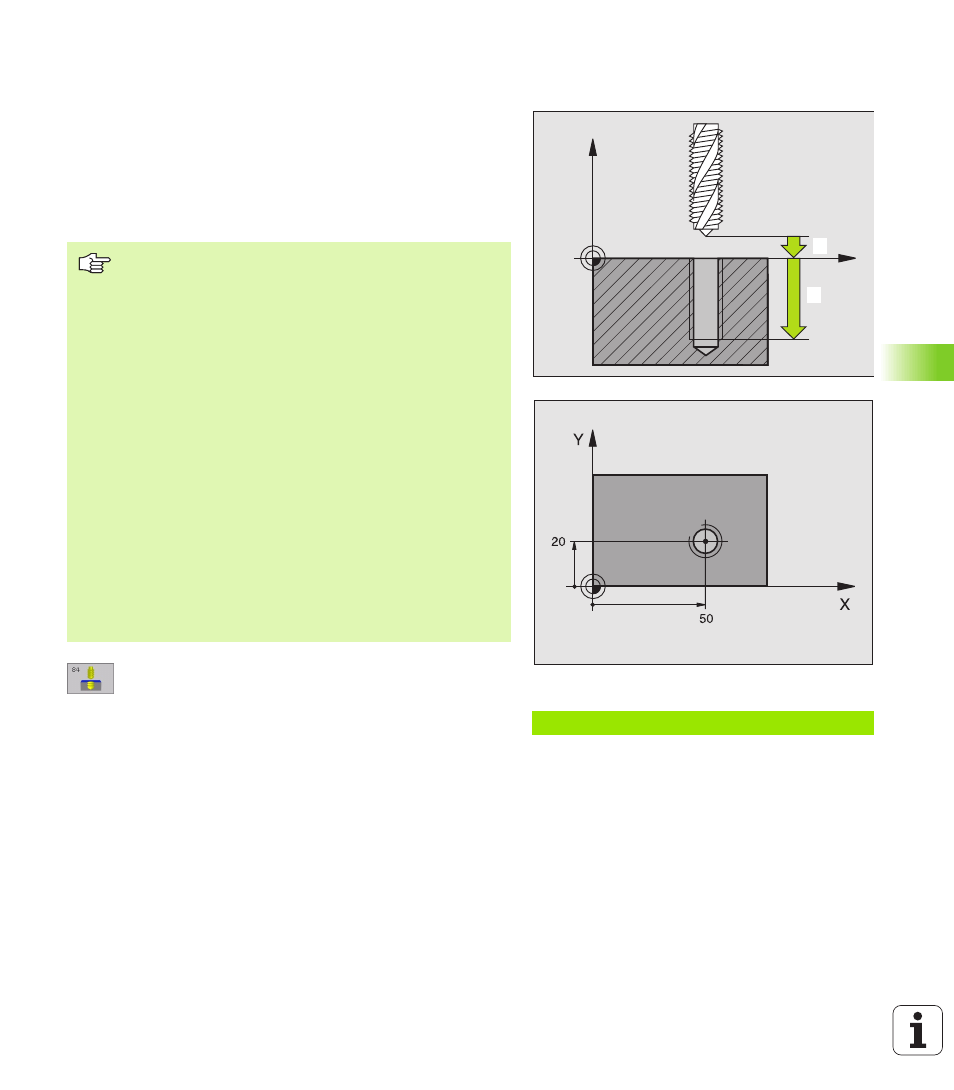
GWINTOWANIE z uchwytem wyrównawczym
(cykl G84)
1
Narz dzie doje żdża je dnym ch odem roboczym na gł bokość
wiercen ia
2
Nast pnie zostaje odwrócony kieru nek obrotów wrzeciona i
n arz dzie po przerwie czasowej zostaje odsuni te na pozycj
startu
3
W pozycji startu kierunek obrotu wrzeciona zostaje ponownie
odwrócony
U
U
U
U
O dst p bezpieczeństwa
1
(przyrostowo): Odst p
wierzchołek ostrza narz dzia (pozycja startu) –
powierzchni a obrabianego przedmiotu ; wartość
orientacyjna: 4x skok gwintu
U
U
U
U
G ł bokość wiercenia
2
(długość gwintu,
przyrostowo): Odst p powie rzchnia obrabianego
przedmiotu – dno gwin tu
U
U
U
U
Przerwa czasowa w sekundach: Wprowadzić
wartość pomi dzy 0 i 0,5 sekundy, aby nie dopuścić
do zaklinowania si narz dzia przy powrocie
U
U
U
U
Posuw F: Pr dkość prze mie szcze nia n arz dzia przy
gwin towaniu
Ustalenie posuwu: F= S x p
Przykład: NC bloki
N13 G84 P01 2 P 02 20 P03 0 P 04 100 *
X
Z
1
1
1
2
Prosz uwzgl dnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwie rtu) płaszczyzny obróbki z korekcj
promien ia G40.
Zaprogramować blok pozycjonowania w punkcie startu na
osi wrze ciona (odst p be zpiecze ństwa nad powie rzchni
obrabianego przedmiotu).
Znak liczby parame tru cyklu Gł bokość okre śla kieru nek
pracy (obróbki). Jeśli zaprogramujemy gł bokość = 0, to
TNC nie wykonuj e tego cyklu.
Narz dzi e musi być zamocowane w uchwycie
wyrównawczym długości. Uchwyt wyrównawczy długości
kompensuje wartości tolerancji posu wu i liczby obrotów w
czasie obróbki.
W czasie kiedy cykl zostaje odpracowywany, gałka
obrotowa dla liczby obrotów Override nie działa. Gałka
obrotowa dla posuwu Override j est tylko cz ściowo
aktywna (wyznaczona przez producenta, prosz
uwzgl dn ić podr czni k obsługi maszyny).
Dla prawoskr tnych gwintów uaktywnić wrzeciono przy
pomocy
M3, dla lewoskr tnych gwintów przy pomocy M4.
F: Posuw (mm/min)
S: Pr dkość obrotowa wrzeciona (obr/min)
p: Skok gwintu (mm)