T or kołowy g12/g13/g15 do bieguna i, j, Prosta z posuwem prosta na biegu szybkim, G 10 g 11 – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 176: G 13, Obrotu
152
6 Programowanie: Programowanie konturów
6
.5
R
uc
h
y
po t
or
z
e
k
s
z
ta
³t
ow
y
m
–
w
s
pó³
rz
ê
dne
bi
e
guno
w
e
Prosta na biegu szybkim G10
Prosta z posuwem G11 F. . . .
Narz dzie przesuwa si po prostej od swojej aktualnej pozycji do
punktu końcowego prostej. Punkt startu jest jednocześn ie pun ktem
końcowym poprze dniego bl oku.
Programowanie
U
U
U
U
Promień współrz dne biegunowe R: Odst p pu nktu
końcowego prostej do bie guna I, J wprowadzić
U
U
U
U
Współrz dne biegun owe k t H: Położenie k towe
pun ktu koń cowego proste j pomi dzy –360° i +360°
Znak liczby H określony jest przez oś odniesi enia k ta:
n
K t osi odniesienia k ta do R w kierunku przeciwn ym do ruchu
wskazówek zegara: H >0
n
K t osi odniesienia k ta do R w kierunku ruchu wskazówek zegara:
H<0
NC bloki przykładowe
Tor kołowy G12/G13/G15 do bieguna I, J
Promień współrz dnych biegunowych R jest równocześnie
promieniem łuku koła. R jest okre ślon y poprzez odst p pu nktu startu
do biegu na I, J Ostatnio zaprogramowana pozycja narz dzia przed
G12 , G13 oder G15 blokiem jest punkte m startu toru kołowego. .
Kierunek obrotu
n
Zgodnie z ruchem wskazówek zegara: G12
n
Ru ch em przeciwnym do ruchu wskazówek zegara: G13
n
Be z informacji o kierunku obrotu : G 15. TNC prze mie szcza si po
łuku kołowym z ostatnio zaprogramowanym kierun kiem obrotu
Programowanie
U
U
U
U
Współrz dne biegun owe k t H: Położenie k towe
pun ktu koń cowego proste j pomi dzy 5 400° i +5
400°
NC bloki przykładowe
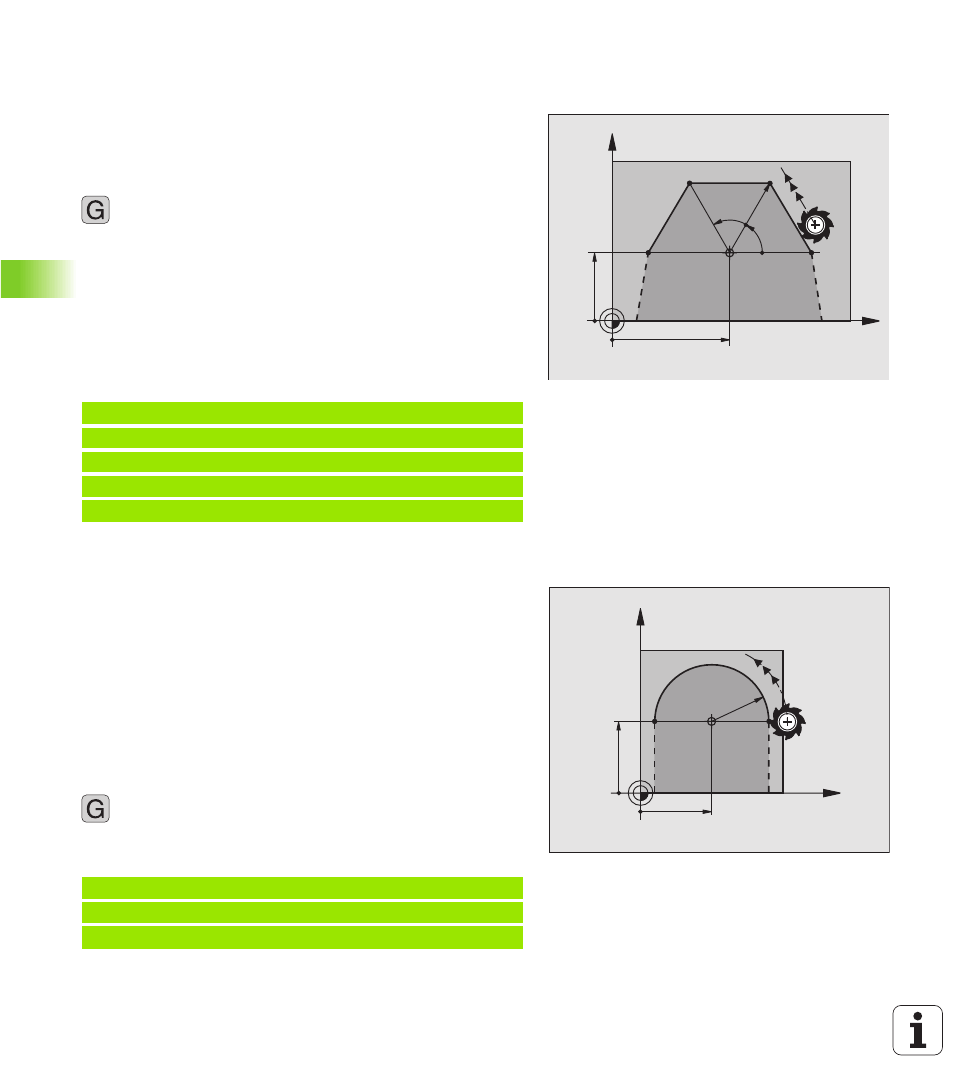
N120 I+45 J +45 *
N130 G11 G42 R+30 H+0 F300 M 3 *
N140 H+ 60 *
N150 G91 H+60 *
N160 G90 H+180 *
X
Y
45
25
60°
60°
3
0
CC
11
N180 I+25 J +25 *
N190 G11 G42 R+20 H+0 F250 M3 *
N200 G13 H+180 *
X
Y
25=I
25=J
R2
0
13