HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 204
180
7 Programowanie: Funkcje dodatkowe
7.
5
F
unk
c
je
d
oda
tk
ow
e
dl
a
o
s
i
obr
o
tow
y
c
h
Działanie
M114 zadziała na pocz tku bloku, M115 na końcu bloku. M114 nie
działa przy aktywnej korekcji promienia narz dzia.
M114 cofa si z M115. Na końcu programu M114 również nie działa.
Zachować pozycj ostrza narz dzia przy
pozycjonowaniu osi wahań (TCPM*): M128
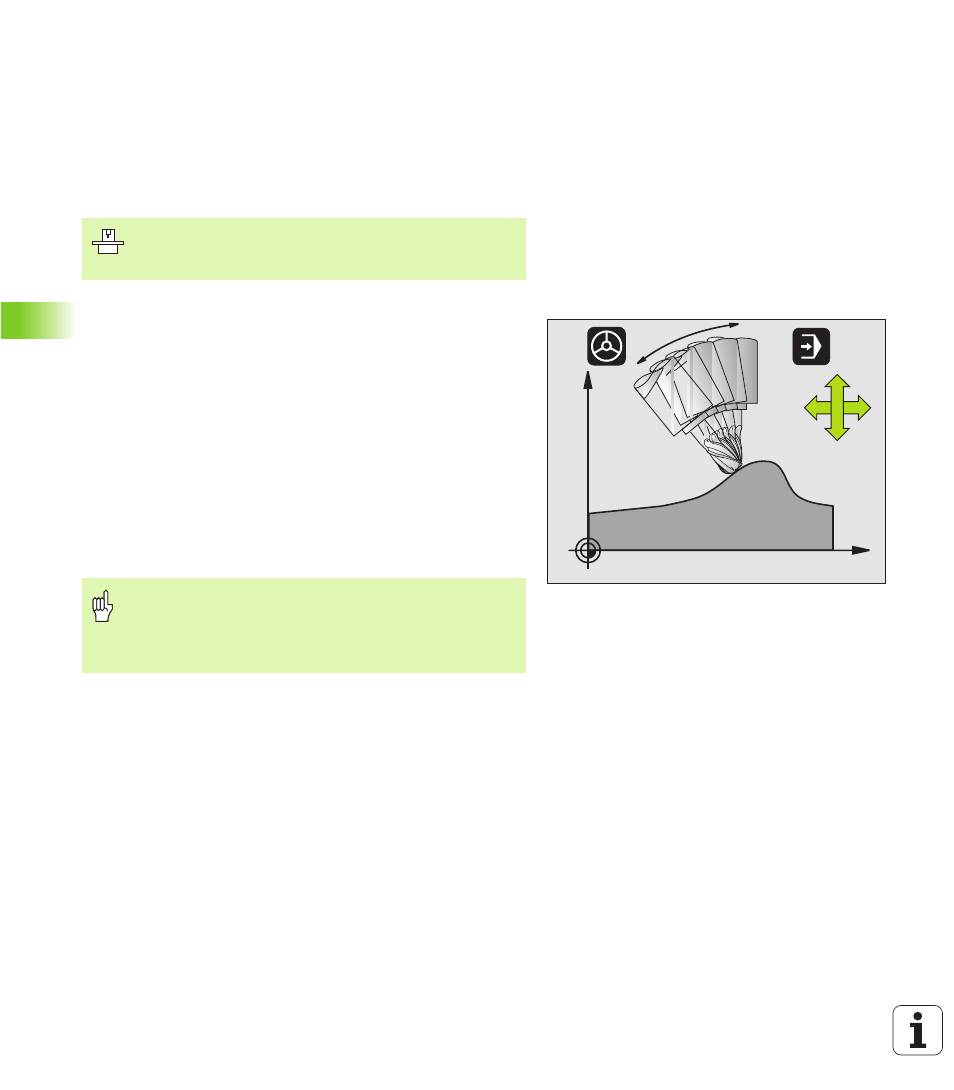
Post powanie standardowe
Post powanie standardowe T NC przemieszcza narz dzie n a
określone w programi e obróbki pozycj e. Jeśli zmien ia si w
programie pozycja osi wahań , to powstałe na sku tek tego
przesun i cie w osi ach liniowych musi zostać obliczone i jednym
krokiem pozycjon owania prze suni te (patrz rysun ek przy M114).
Post powanie z M128
Je śli zmie nia si w programie pozycja sterowanej osi wahań, to
pozycja ostrza n arz dzia w odnie sieniu od obrabianego przedmiotu
pozostaje niezmieniona w czasie odchyl ania.
Prosz używać M128 w poł czeniu z M118, jeśli ch ce my w czasie
przebiegu programu zmienić pozycj osi wahań przy pomocy
elektronicznego kółka r cznego. Su perpozycja pozycjonowania
przy pomocy kółka r cznego nast puje przy aktywnej M128 w
stałym układzie współrz dnych maszyny.
Geometria maszyn y musi być określona przez
produ ce nta maszyn w parametrach maszynowych 7510 i
nast pnych.
Przy osiach nachylenia z poł czeniem wieloz bkowym
Hirtha Prosz zmienić położenie osi nachyle nia, po
przemieszczeniu n arz dzia. W przeciwn ym wypadku
mog powstać uszkodzenia konturu wskutek wysu ni cia
z uz bien ia.
X
Z
B
Z
X