3 k o rekc ja n ar z êd z ia – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 142
118
5 Programowanie: narzêdzia
5.
3 K
o
rekc
ja
n
ar
z
êd
z
ia
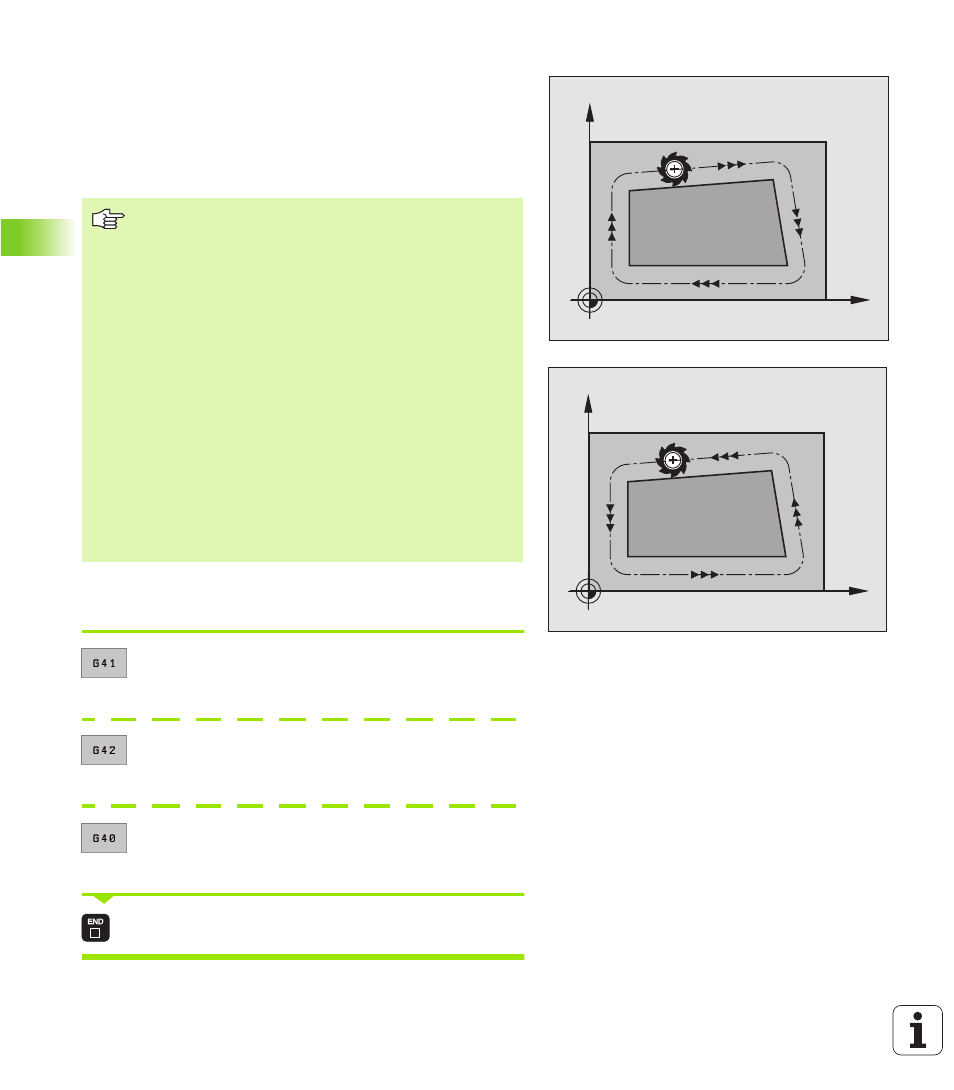
Ruchy kształtowe z korekcj promienia: G42 i G41
Punkt środkowy narz dzi a leży w odległości równej promien iowi
narz dzia od zaprogramowan ego kon tu ru. „Na prawo“ i „na lewo“
oznacza położen ie narz dzia w kierunku przemieszczen ia wzdłu ż
konturu n arz dzia. Patrz rysu nki po prawe j stronie.
Wprowadzenie korekcji promienia
Korekcj promien ia wprowadzamy w wierszu G01:
Przemieszczen ie narz dzia n a lewo od
zaprogramowane go konturu: Wybrać funkcj G41,
albo
Przemieszczen ie narz dzia n a prawo od
zaprogramowane go konturu: Wybrać funkcj G42,
albo
Przemieszczen ie narz dzia bez kore kcji promien ia
albo anulowanie korekcji promien ia: Wybrać G40
funkcj
zakończyć wie rsz: Kl awisz END nacisn ć
G42
Narz dzie przemieszcza si na prawo od konturu
G41
Narz dzie przemieszcza si na lewo od konturu
Pomi dzy dwoma bl okami programowymi z różnymi
korekcjami promienia G42 i G41 musi znajdować si
przynajmniej jeden blok przemieszczenia n a
płaszczyźnie obróbki bez korekcji promienia (to znaczy
G40).
Korekcja promienia b dzie aktywna do końca zapisu , od
momentu kiedy została po raz pierwszy
zaprogramowana.
Można aktywować także korekcj promienia dla osi
pomocn iczych płaszczyzny obróbki. Prosz
zaprogramować osie pomocnicze także w każdym
nast pnym bloku, ponieważ w przeciwnym razie TNC
przeprowadzi korekcj promienia ponownie w osi
głównej.
Przy pierwszym zapisie z korekcj promieni a G42/G41 i
przy anul owaniu z G40, TNC pozycjonuje n arz dzie
zawsze pionowo na zaprogramowany punkt startu i
punkt końcowy. Prosz tak wypozycj onować narz dzie
przed pierwszym punktem konturu lub za ostatnim
punktem konturu , żeby kontur n ie został u szkodzony.
X
Y
G41
X
Y
G42