G85 gwintowanie gs be z uchwytu wyrównawczego – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 240
216
8 Programowanie: Cykle
8.
3 C
ykl
e d
la w
ier
c
en
ia
, g
w
in
to
w
an
ia i
f
rez
o
w
an
ia g
w
in
tó
w
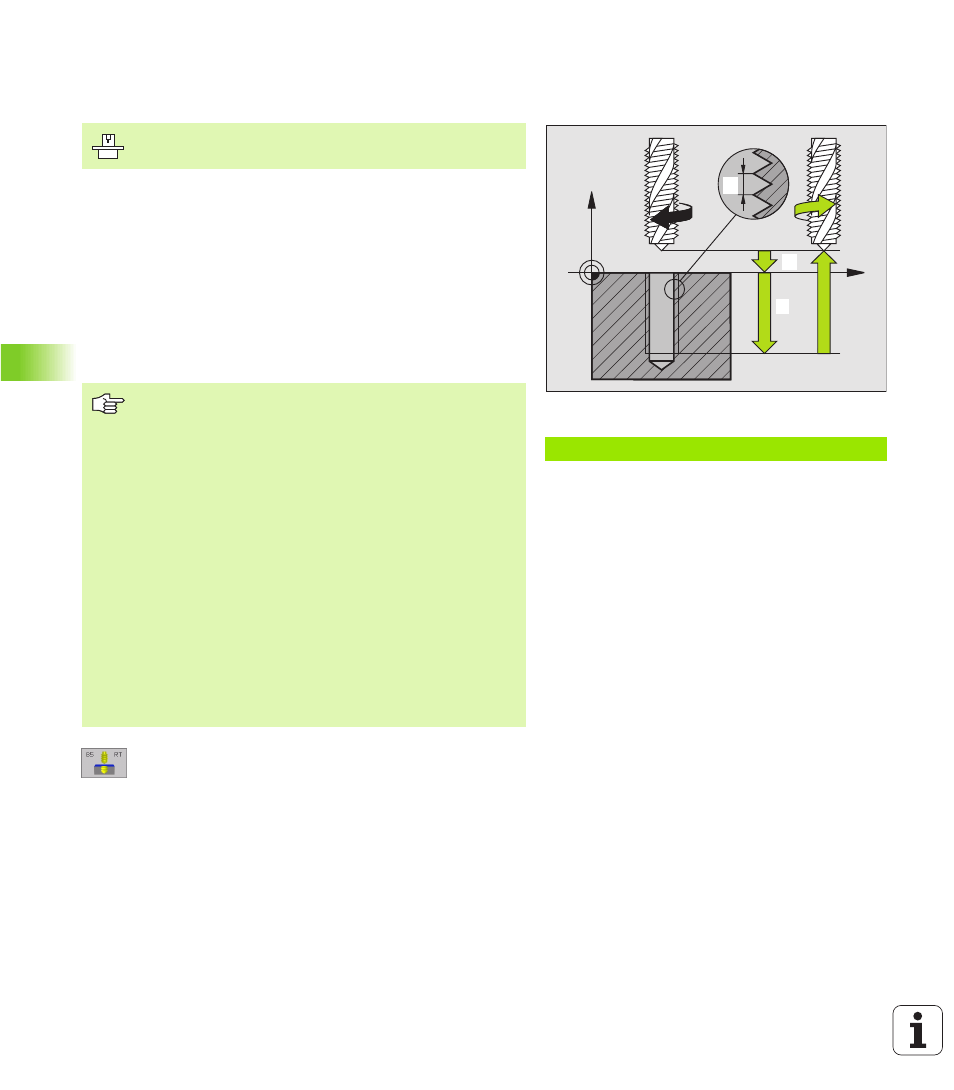
GWINTOWANIE bez uchwytu wyrównawczego
GS (cykl G85)
TNC nacina gwint albo je dnym albo kilkoma ch odami roboczymi bez
uchwytu wyrównawczego.
Zalety w porównaniu do cyklu "Gwintowan ie z uchwytem
wyrównawczym":
n
Wi ksza pr dkość obróbki
n
Powtarzalny rysun ek gwin tu , ponieważ wrzecion o ustawia si na
pozycj 0° przy wywoływani u cyklu (zależne od parametru
maszynowego 7160)
n
Wi kszy zakres prze mie szczan ia si osi wrzeciona, ponieważ nie
ma uchwytu wyrówn awczego
U
U
U
U
Odst p bezpieczeństwa
1
(przyrostowo): Odst p
wie rzchołek ostrza narz dzia (pozycja startu) –
powierzchnia obrabi an ego prze dmiotu
U
U
U
U
Gł bokość wiercenia
2
(przyrostowo): Odst p
powierzchnia obrabi an ego prze dmiotu (pocz tek
gwintu) – koniec gwintu
U
U
U
U
Skok gwintu
3
:
Skok gwi ntu. Znak liczby określa gwint prawo i
lewoskr tny:
+= gwin t prawoskr tny
–= gwin t lewoskr tny
Przykład: NC bloki
N18 G85 P 01 2 P02 20 P03 +1 *
X
Z
1
1
1
1
1
2
1
3
Maszyna i TNC musz być przygotowane prze z
produ ce nta maszyn.
Prosz uwzgl dnić przed programow aniem
Zaprogramować blok pozycjonowan ia w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcj
promienia G40.
Zaprogramować blok pozycjon owan ia w pu nkcie startu w
osi wrzeciona (bezpieczna wysokość nad powie rzchni
obrabian ego przedmiotu)
Znak liczby parametru Gł bokość wiercenia określ a
kierun ek pracy.
TNC oblicza posuw w zale żności od pr dkości obrotowej.
Jeśli w czasie gwintowania zostanie obrócona gałka
obrotowa dla Override pr dkości obrotowej , T NC
dopasowuj e posuw automatycznie
Gałka obrotowa dla Override posuwu nie je st aktywna.
Na końcu cyklu wrze ci ono zostaje zatrzymane . Przed
nast pn obróbk prosz pon owni e wł czyć wrze ciono
przy pomocy M3 (l ub M4).