1 0 p ro g ram m ier -b ei s p iel e – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 404
380
10 Programowanie: Q-parametry
10.
1
0 P
ro
g
ram
m
ier
-B
ei
s
p
iel
e
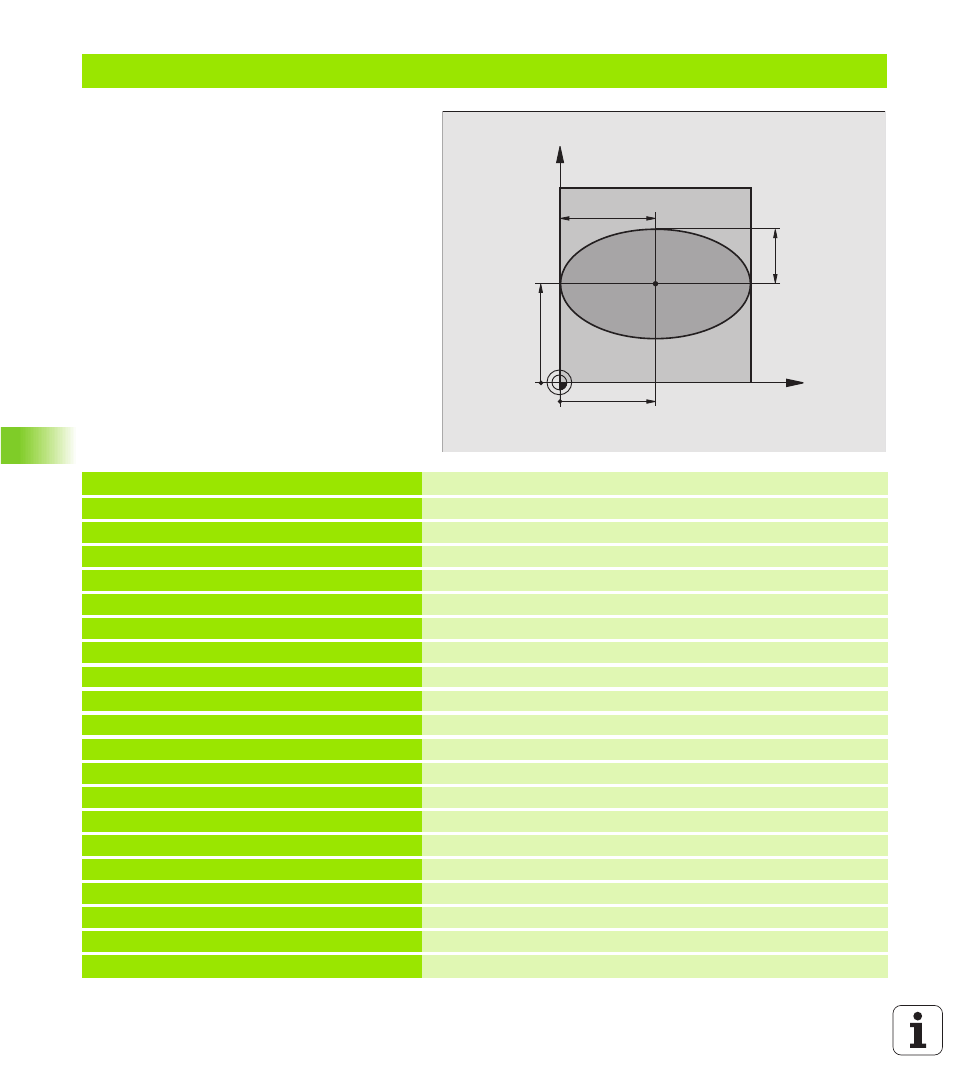
Przykład: Elipsa
Przebieg programu
n
Kontur elipsy zostaj e utworzony poprzez
zestawien ie wiel u małychodcin ków proste j
(definiowalne poprzez Q7). Im wi cej kroków
obliczeniowych zdefiniowano, tym bardziej
gładki b dzi e kontur
n
Kierunek frezowania określa si prze z k t startu
i k t końcowy na płaszczyźnie:
Kierunek obróbki w kieru nku ruchu wskazówek
zegara:
K t startu > K t końcowy
Kierunek obróbki w ki erunku przeciwnym do
ruch u wskazówe k zegara: K t startu < k t
końcowy
n
Promień narz dzia nie zostaj e uwzgl dniony
%ELI PSA G71 *
N10 D00 Q1 P01 +50 *
Środek osi X
N10 D00 Q2 P01 +50 *
Środek osi Y
N30 D00 Q3 P 01 +50 *
Półoś X
N40 D00 Q4 P 01 +30 *
Półoś Y
N50 D00 Q5 P 01 +0 *
K t startu na płaszczyźnie
N60 D00 Q6 P 01 +360 *
K t końcowy na płaszczyźn ie
N70 D00 Q7 P 01 +40 *
Liczba kroków obliczenia
N80 D00 Q8 P 01 +30 *
Położe nie elipsy przy obrocie
N90 D00 Q9 P 01 +5 *
Gł bokość frezowani a
N100 D00 Q10 P 01 +100 *
Posuw wgł bny
N110 D00 Q11 P01 +350 *
Posuw frezowania
N120 D00 Q12 P 01 +2 *
Odst p bezpieczeństwa dla pozycjon owania wst pnego
N130 G30 G17 X+0 Y+0 Z 20 *
Definicja cz ści nieobrobion ej
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L +0 R+ 2,5 *
Definicja narz dzia
N160 T1 G17 S4000 *
Wywołanie narz dzia
N170 G00 G40 G90 Z+250 *
Przemieścić narz dzie poza materiałem
N180 L10,0 *
Wywołać obróbk
N190 G00 Z+250 M 2 *
Przemieścić narz dzie poza materiałem, koniec programu
N200 G98 L10 *
Podprogram 10: Obróbka
X
Y
50
50
30
50