HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 245
HEIDENHAIN iTNC 530
221
8.
3 C
ykl
e d
la w
ier
c
en
ia
, g
w
in
to
w
an
ia i
f
rez
o
w
an
ia g
w
in
tó
w
U
U
U
U
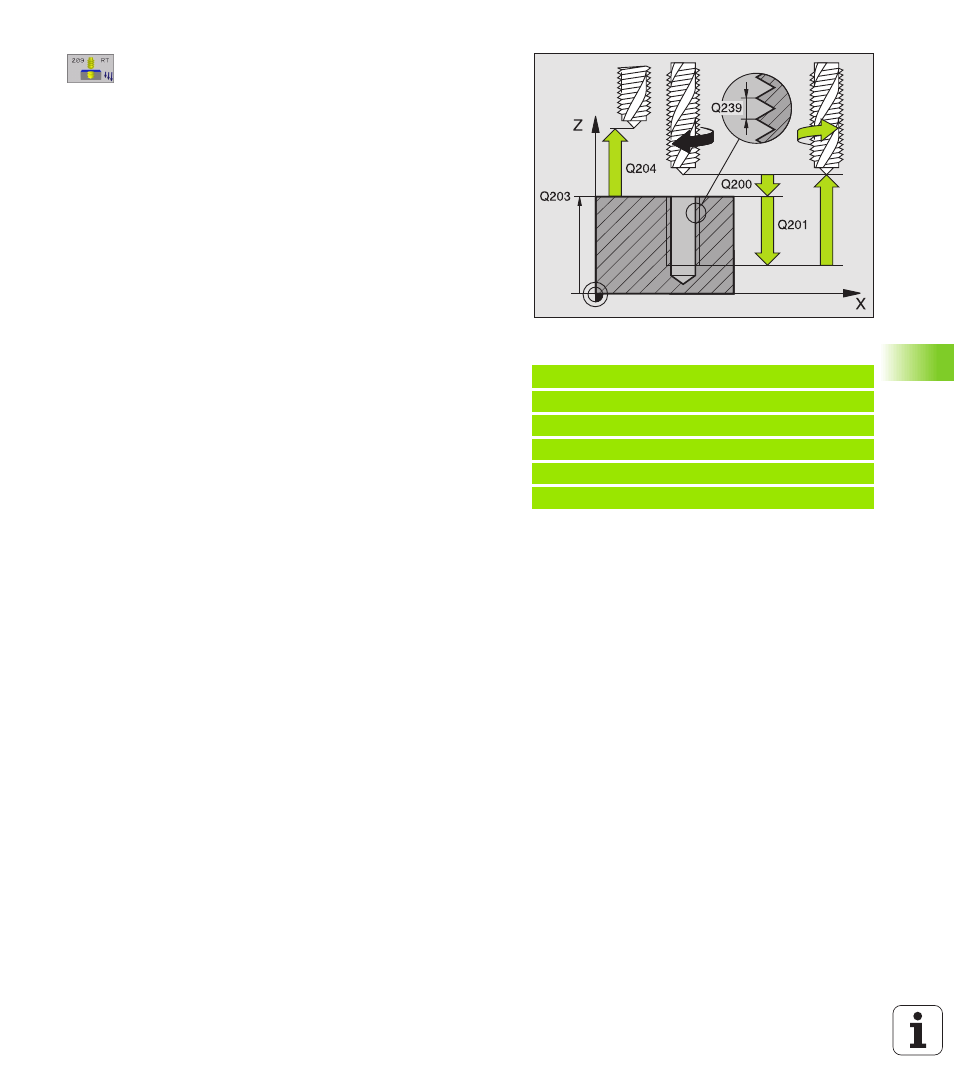
Bezpieczna wysokość Q200 (przyrostowo):
Odst p wierzchołek ostrza narz dzia (pozycja
startu) – powierzchnia obrabianego prze dmiotu
U
U
U
U
G ł bokość gwintu Q201 (przyrostowo): Odst p
powierzchni a obrabianego przedmiotu – dno gwin tu
U
U
U
U
S kok gwintu Q239
Skok gwintu. Zn ak liczby określa gwint prawo i
l ewoskr tny:
+= gwint prawoskr tny
–= gwint lewoskr tny
U
U
U
U
Współ. powierzchni obrabianego przedmiotu
Q203 (absol utnie): Współrz dna powie rzchni
obrabianego przedmiotu
U
U
U
U
2. Bezpieczna wysokość Q204 (przyrostowo):
W spółrz dn a osi wrzeciona, na której nie może
dojść do kol izji pomi dzy narz dzie m i obrabianym
przedmiotem (mocowadłem)
U
U
U
U
G ł bokość wiercenia przy łamaniu wióra Q257
(przyrostowo): Dosuw, po którym T NC
przeprowadza łamanie wióra.
U
U
U
U
Powrót przy łamaniu wióra Q256: TNC mnoży
skok Q239 przez wprowadzon wartość i odsu wa
n arz dzie przy łamaniu wióra o wyliczon wartość.
Jeże li wprowadzimy Q256 = 0, to TNC wysuwa
n arz dzie dla usu ni cia wióra całkowicie z odwiertu
(na Bezpieczn wysokość)
U
U
U
U
K t dla orientacjiwrzeciona Q336 (absolutnie):
K t, pod którym TNC pozycjonuje n arz dzie przed
zabiegiem nacinania gwintu. W ten sposób można
dokonać ponownego nacinania lub poprawek
Wysuni cie narz dzia z materiału przy przerwaniu programu
Jeśli w czasie nacin ania gwintu naciśniemy zewn trzny przycisk
Stop, to TNC pokazuje Softkey WYSUNI CIE NARZ. R CZ. Je śli
naciśniemy WYSUNI CIE NAR Z.R CZ., to można wysun ć
narz dzie z materiału, samodzielnie nim steruj c. Prosz w tym ce lu
nacisn ć przycisk dodatniego ustawienia aktywnej osi wrzecion a.
Przykład: NC bloki
N260 G207 GWINT.GS NOW E
Q200=2
;ODST P B EZPIECZ.
Q201= 20
;Gł B OKOŚĆ
Q239=+ 1
;SK OK GWINTU
Q203=+ 25
;WS Pł. POW IERZCHNI
Q204=50
;2. ODST P BEZPIECZ.