Pon own e dosuni cie narz dzia do konturu, 11 .4 pr z e bi e g pr o gr a m u – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 429
HEIDENHAIN iTNC 530
405
11
.4
Pr
z
e
bi
e
g pr
o
gr
a
m
u
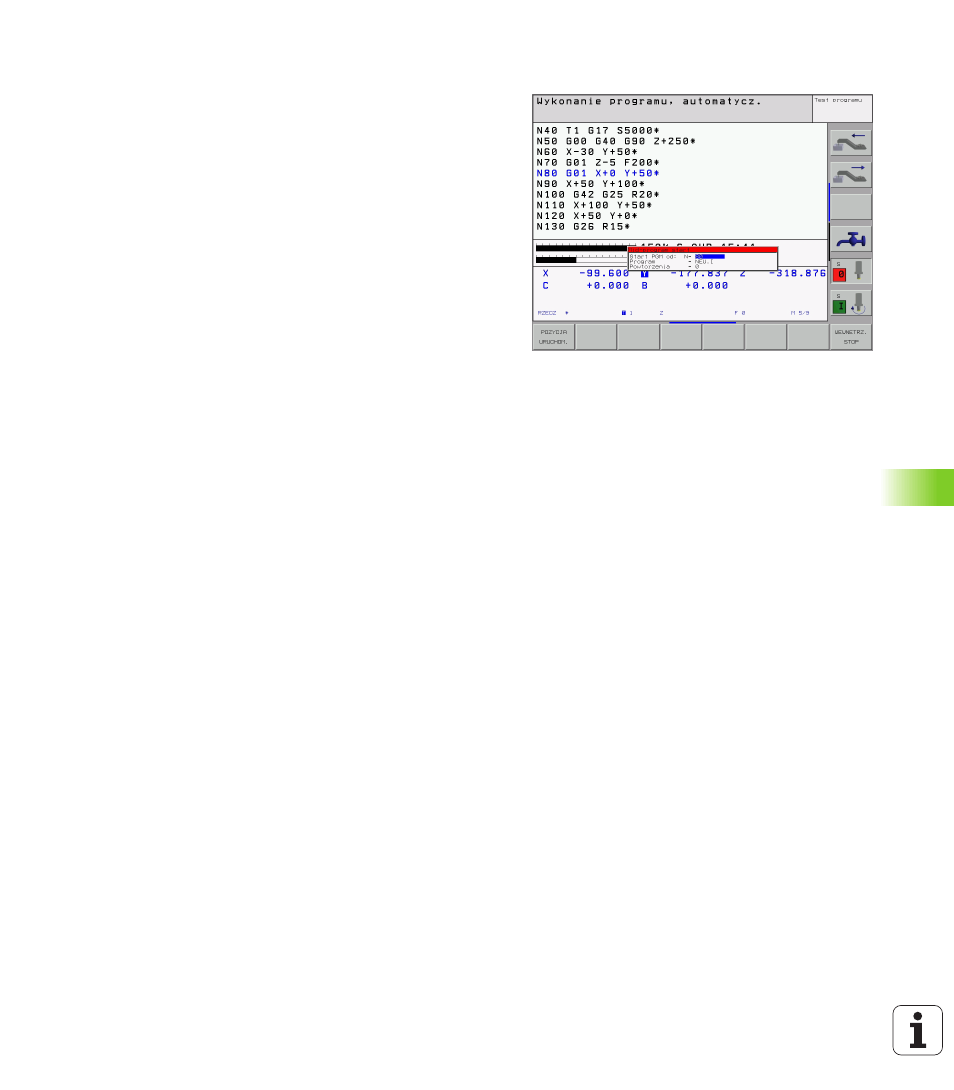
Ponowne dosuni cie narz dzia do konturu
Przy pomocy fun kcji NAJAZD NA POZYCJ TNC przemieszcza
narz dzie w nast puj cych sytu acjach do konturu obrabian ego
przedmiotu:
n
Ponowne dosun i cie narz dzi a do konturu po przesun i ciu osi
maszyny w czasie przerwy, która została wprowadzona bez WEW.
STOP
n
Ponowne dosuni cie narz dzia po prze biegu bloków w przód przy
pomocy PRZEBIEG DO BLOKU N, np. po przerwie wprowadzon ej
przy pomocy WEW. STOP
n
Je śli pozycja osi zmieniła si po otwarciu obwodu regu lacji w
czasie przerwy w programie (zależne od maszyn y)
U
U
U
U
Ponowne dosun i cie narz dzi a do konturu wybrać: Softkey
NAJAZD POZYCJI wybrać
U
U
U
U
Przemieścić osie w kole jności , zaproponowanej prze z TNC na
ekranie mon itora: Zewn trzny klawisz ST ART nacisn ć lu b
U
U
U
U
przemieścić osie w dowoln ej kolejności: Softkeys NAJAZD X,
NAJAZD Z itd.n aci sn ć i za każdym razem aktywować przy pomocy
zewn trzn ego klawisza ST ART
U
U
U
U
Kontynuować obróbk : Zewn trzny klawisz ST ART nacisn ć