Odpracowywan ie konturu przy pomocy sl cykli – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 331
HEIDENHAIN iTNC 530
307
8
.8
S
L-c
y
k
le
z
e
w
z
o
re
m
(fo
rm
u
³¹)
k
o
n
tu
ru
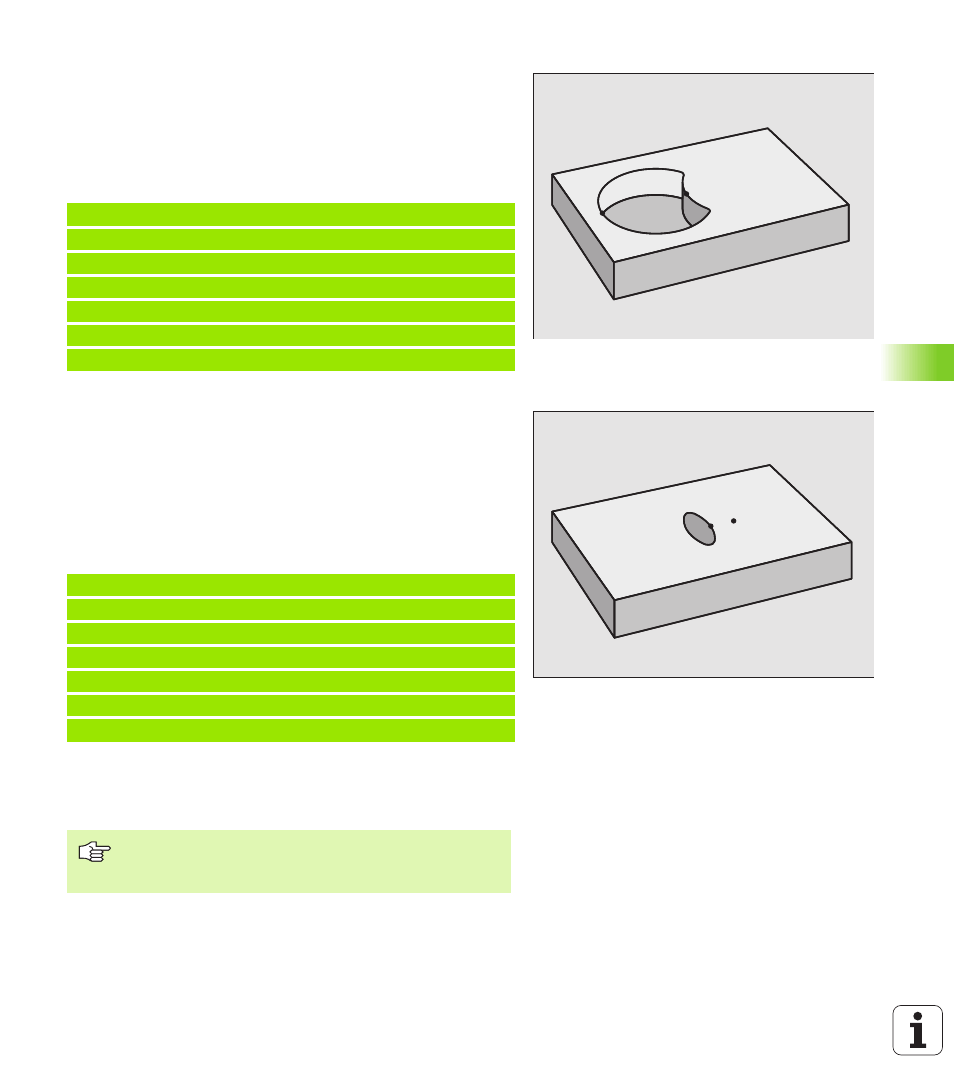
„Powierzchnia“ różnicy
Powierzch nia A ma zostać obrobiona bez wycinka pokryte go przez B:
n
Powierzchnie A i B mu sz zostać zaprogramowane w oddzielnym
programie bez korekcji promie nia
n
We wzorze konturu powierzchnia B zostaje przy pomocy funkcj i
„skrawany z dopełni eniem” odj ta od powi erzchni A
Program definiowania konturu:
„Powierzchnia “ s krawania
Powierzch nia przykryta zarówno przez A jak i przez B ma zostać
obrobiona. (Po prostu przykryte powierzchnie maj pozostać
nie obrobione).
n
Powierzchnie A i B mu sz zostać zaprogramowane w oddzielnym
programie bez korekcji promie nia
n
We wzorze konturu powierzchnie A i B zostaj obl iczone przy
pomocy funkcji „poł czon e z”
Program definiowania konturu:
Odpracowywanie konturu przy pomocy
SL cykli
A
B
N50 ...
N60 ...
N70 DECLAR E CONTOUR QC1 = “KI ESZEN_A.H“
N80 DECLAR E CONTOUR QC2 = “KI ESZEN_B.H“
N90 QC10 = QC1 \ QC2
N100 ...
N110 ...
A
B
N50 ...
N60 ...
N70 DECLAR E CONTOUR QC1 = “KI ESZEN_A.H“
N80 DECLAR E CONTOUR QC2 = “KI ESZEN_B.H“
N90 QC10 = QC1 & QC2
N100 ...
N110 ...
Odpracowanie całego konturu nast puje przy pomocy
SL cykli G120 do G124 (patrz „SL cykle grupa II” n a
stronie 278)