Zastosowanie – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 113
HEIDENHAIN iTNC 530
89
4.
13
P
rac
a
z
p
al
et
am
i p
rz
y z
o
ri
en
to
w
an
e
j n
a n
ar
z
êd
z
ia
o
b
ró
b
c
e
4.13 Praca z paletami przy
zorientowanej na narz dzia
obróbce
Zastosowanie
Tabele palet zostaj używane w centrach obróbkowych wraz z
urz dzeniami wymiany palet: Tabela palet wywołuje dla różnych
palet przynależne do n ich programy obróbki i aktywuj e przesuni cia
punktu zerowego lub/oraz tabele pun któw zerowych.
Można też używać tabeli pal et, aby odpracować je den po drugim
różne programy z różnymi punktami odniesienia.
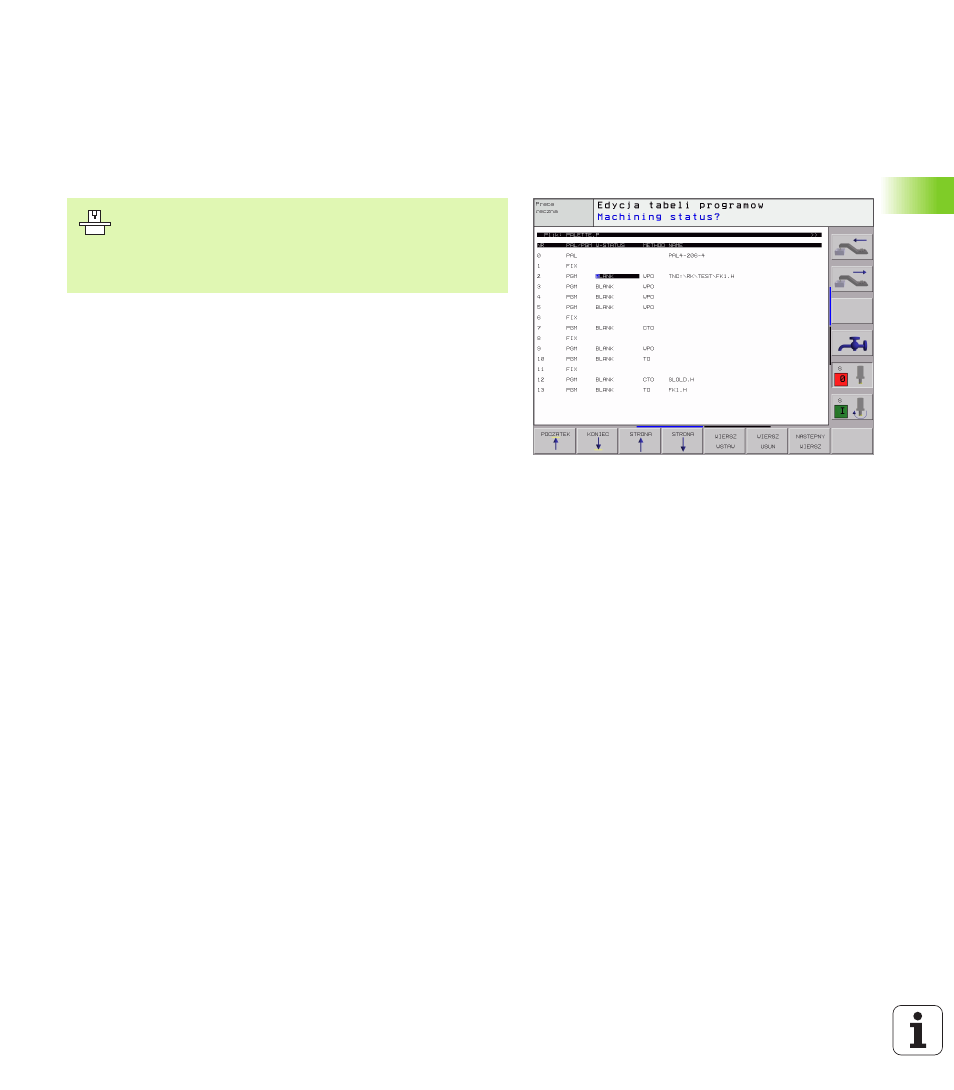
Tabele palet zawie raj nast puj ce dane:
n
PAL/PGM (wpis konieczn ie wymagany):
Wpis PAL określa oznaczen ie dla palety, z FIX zostaje oznaczona
płaszczyzna zamocowania i z PGM podajemy obrabiany przedmi ot
n
W STATE :
Aktualny stan obróbki. Poprzez stan obróbki zostaje określony
post p obróbki. Prosz podać dla nieobrobionej cz ści BLANK.
TNC zmienia te n wpis przy obróbce na INCOMPLETE i po pełnej
obróbce na ENDED. Przy pomocy wpisu EMPTY zostaje
oznaczone miejsce, n a którym zamocowano obrabiany przedmi ot
lub nie powinno dokonywać si obróbki
n
METODA (wpis koniecznie wymagany):
Informacj a, według jakie j metody nast puje optymalizacja
programu. Z WPO n ast puje zorien towana na przedmiot obróbka.
Z TO nast puje obróbka dla tego przedmi otu z orientacj na
narz dzie. Aby wł czyć nast pne obrabian e przedmioty do
obróbki zorientowanej n a narz dzie, należy używać wpisu CTO
(continu ed tool ori ented). Zorientowana n a narz dzie obróbka je st
również możliwa ponad zamocowaniem jednej palety, jednakże nie
ki lku palet
n
NAZWA (wpis konieczni e wymagany):
Nazwa pale ty lub Nazwa programu. N azwy pale t u stala produ ce nt
maszyn (prosz u wzgl dnić i nformacje zawarte w podr czn iku
obsługi). Nazwy programów musz być wprowadzon e do pami ci
w tym samym skoroszycie jak i tabele palet, w przeciwnym razie
należy wprowadzić pełn nazw ście żki programu
Zarz dzanie pale tami w poł czen iu z zorientowan na
narz dzia obróbk jest funkcj zależn od maszyn y.
N iżej zostaje opisany standardowy zakres fun kcji.
Prosz dodatkowo zwrócić uwag na informacje zawarte
w podr czn iku obsłu gi maszyny.