Dane konturu (cykl g120), G120 dane kont uru (koniecznie wymagane), 7 s l- cykl e g ru p a ii – HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 307
HEIDENHAIN iTNC 530
283
8.
7 S
L-
cykl
e g
ru
p
a
II
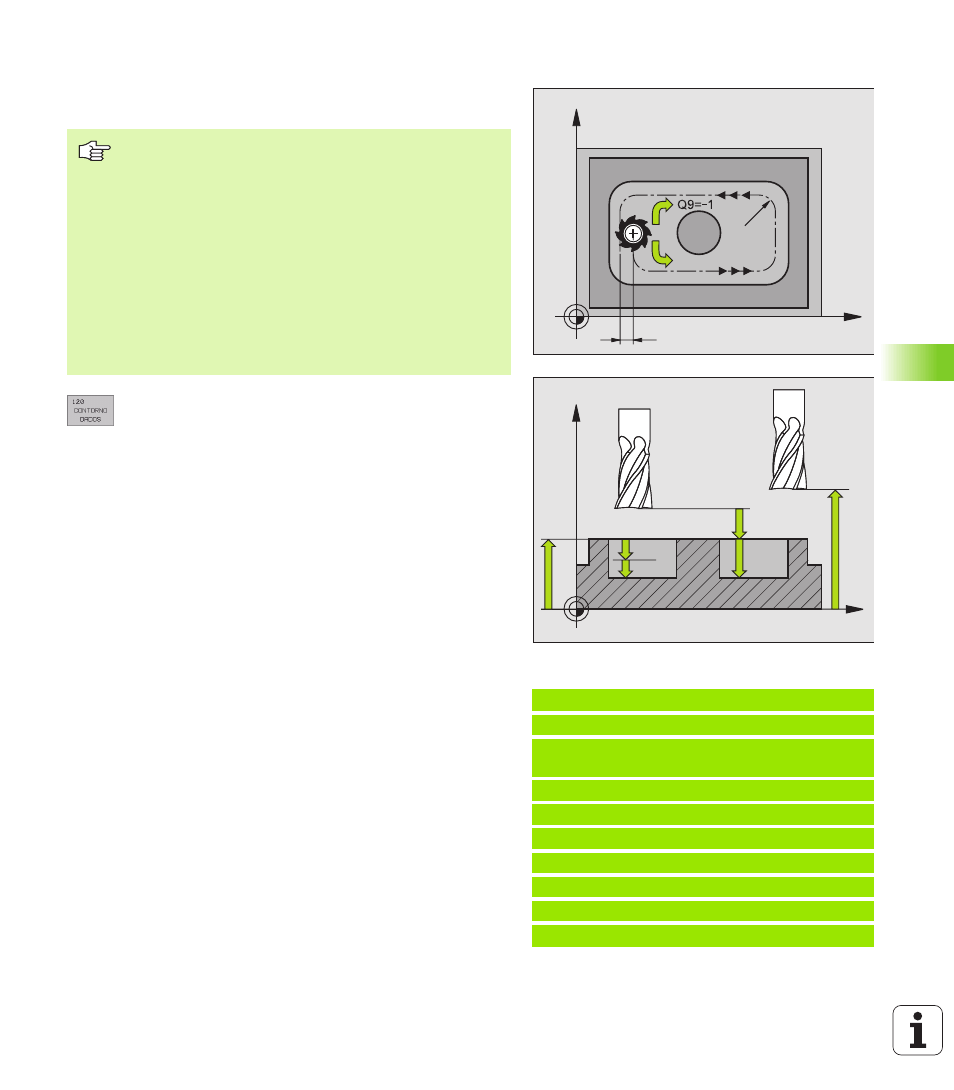
DANE KONTURU (cykl G120)
W cykl u G120 podaje si informacje dotycz ce obróbki dla
podprogramów z konturami cz ściowymi (wycinkowymi ).
U
U
U
U
G ł bokość frezowania Q1(przyrostowo):
Odległość powierzch nia obrabiane go przedmi otu –
dno kieszeni.
U
U
U
U
Nakładanie si toru współczynnik Q2: Q2 x
promień narz dzia daje boczny dosuw k.
U
U
U
U
Naddatek dla obróbki wykańczaj cej z boku
Q3(przyrostowo): Naddatek dla obróbki
wykańczaj cej na płaszczyźn ie obróbki.
U
U
U
U
Naddatek dla obróbki wykańczaj cej dna
Q4(przyrostowo): Naddatek dla obróbki
wykańczaj cej dna.
U
U
U
U
Współrz dna powierzchni obrabianego
przedmiotu Q5 (absolutnie ): Współrz dna
bezwzgl dna powierzchni obrabianego przedmiotu
U
U
U
U
Bezpieczna wysokość Q6 (przyrostowo): Odst p
pomi dzy powi erzchni czołow narz dzia i
powierzchni obrabianego przedmiotu
U
U
U
U
Bezpieczna wysokość Q7(absolutnie):
Bezwzgl dna wysokość, na której nie może dojść do
kol izji z obrabianym przedmi otem (dla
pozycjonowania pośredniego i powrotu na koń cu
cyklu)
U
U
U
U
Promień zaokr glenia wewn trz Q8: Promień
zaokr glen ia na we wn trznych „n arożach“;
wprowadzona wartość odnosi si do toru pu nktu
środkowe go narz dzia
Przykład: NC bloki
N57 G 120 DANE KONTURU
Q1= 20 ;G ł B OKO ŚĆ FREZOWA NI A
Q2=1
;NAK łADANIE SI TORÓW
K SZTAłTOWYCH
Q3=+0.2 ;NA DDATEK Z B OKU
Q4=+0.1 ;NADDATEK NA Gł B OKOŚCI
Q5=+30 ;W SPł. P OWIER ZCHNI
Q6=2
;O DST P BEZPIECZ.
Q7=+80 ;B EZPIECZNA WYSOK OŚĆ
Q8=0.5 ;P ROMIEŃ ZA OKR GLENIA
Q9=+1
;K IER UNEK OB ROTU
X
Y
k
Q9=+1
Q
8
X
Z
Q6
Q7
Q1
Q10
Q5
Prosz uwzgl dnić przed programowaniem
Cykl G120 jest DEF aktywny, to znaczy cykl G120 jest
aktywny w programie obróbki od momentu jego
zdefiniowania.
Znak l iczby parametru cyklu Gł bokość określa kieru nek
pracy (obróbki). Jeśli zaprogramu jemy gł bokość = 0, to
TNC nie wykonuj e odpowiedniego cyklu.
Podane w cyklu G120 informacje o obróbce obowi zuj
dla cykli G121 do G124.
Jeśli SL cykle s używane w programach z Q
parametrami, nie wolno parametrów Q1 do Q19
zastosować jako parametrów programu.