HEIDENHAIN iTNC 530 (340 420) ISO programming Instrukcja Obsługi
Strona 168
144
6 Programowanie: Programowanie konturów
6
.4
R
uc
h
y
po
t
o
rz
e
–
w
s
pó
³r
z
ê
dn
e
pr
os
tok
¹t
ne
Promień okr gu z G02/G03/G05 z określonym
promieniem
Narz dzie przemieszcza si po torze kołowym z promie niem R.
Kierunek obrotu
n
Zgodnie z ruchem wskazówek zegara: G02
n
Ru ch em przeciwnym do ruchu wskazówek zegara: G03
n
Be z informacji o kierunku obrotu : G 05. TNC przemieszcza si po
łuku kołowym z ostatnio zaprogramowanym kierun kiem obrotu
Programowanie
U
U
U
U
Wprowadzić współrz dn e pun ktu końcowego łuku
kołowego
U
U
U
U
Promień R
Uwaga: Znak liczby określa wielkość łuku kołowego!
Jeśli konieczn e:
U
U
U
U
Posuw F:
U
U
U
U
Funkcja dodatkowa M
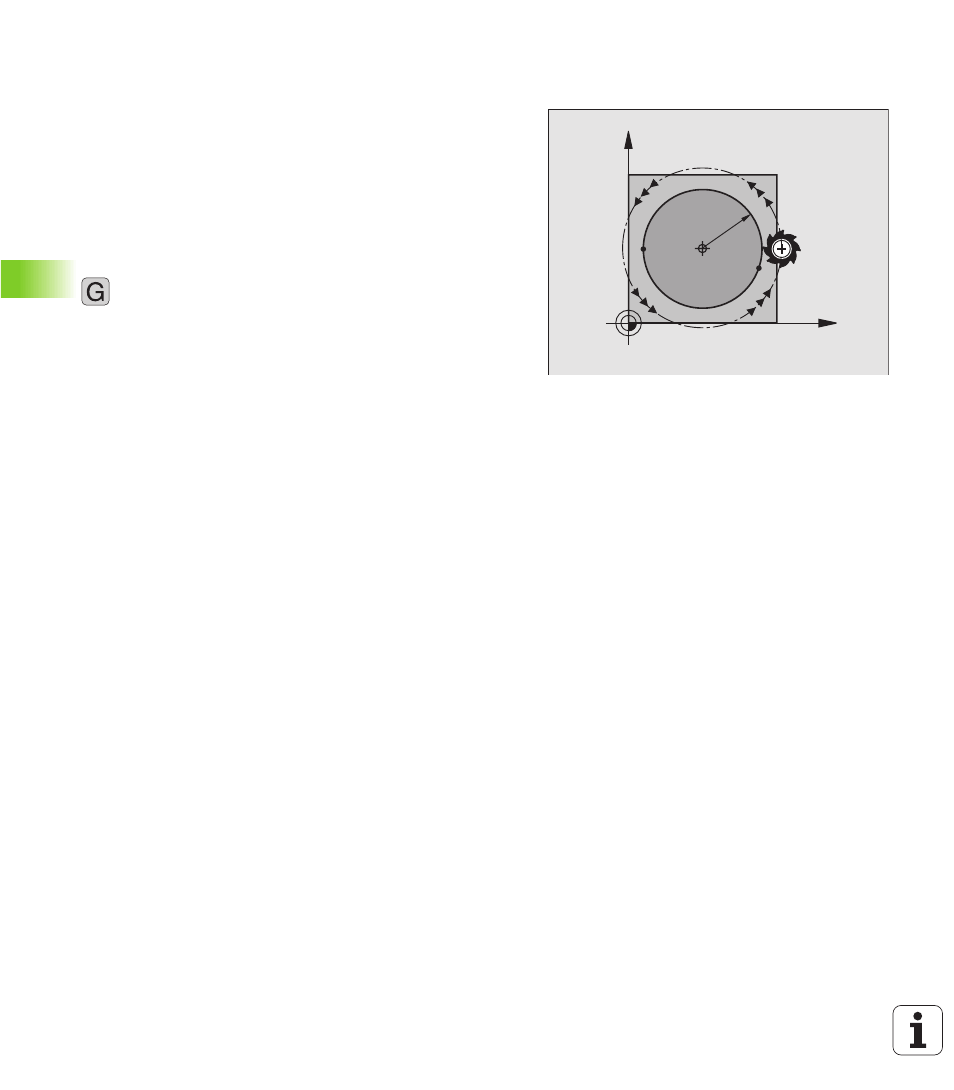
Koło pełne
Dla koła pe łnego prosz zaprogramować dwa CR zapisy jeden po
dru gim:
Punkt koń cowy pierwszego półkola jest pun ktem startu drugiego.
Punkt koń cowy drugiego półkola je st pu nktem startu pierwszego.
X
Y
I,J
S
1
=E
2
E
1
=S
2
R
3